Présentation générale
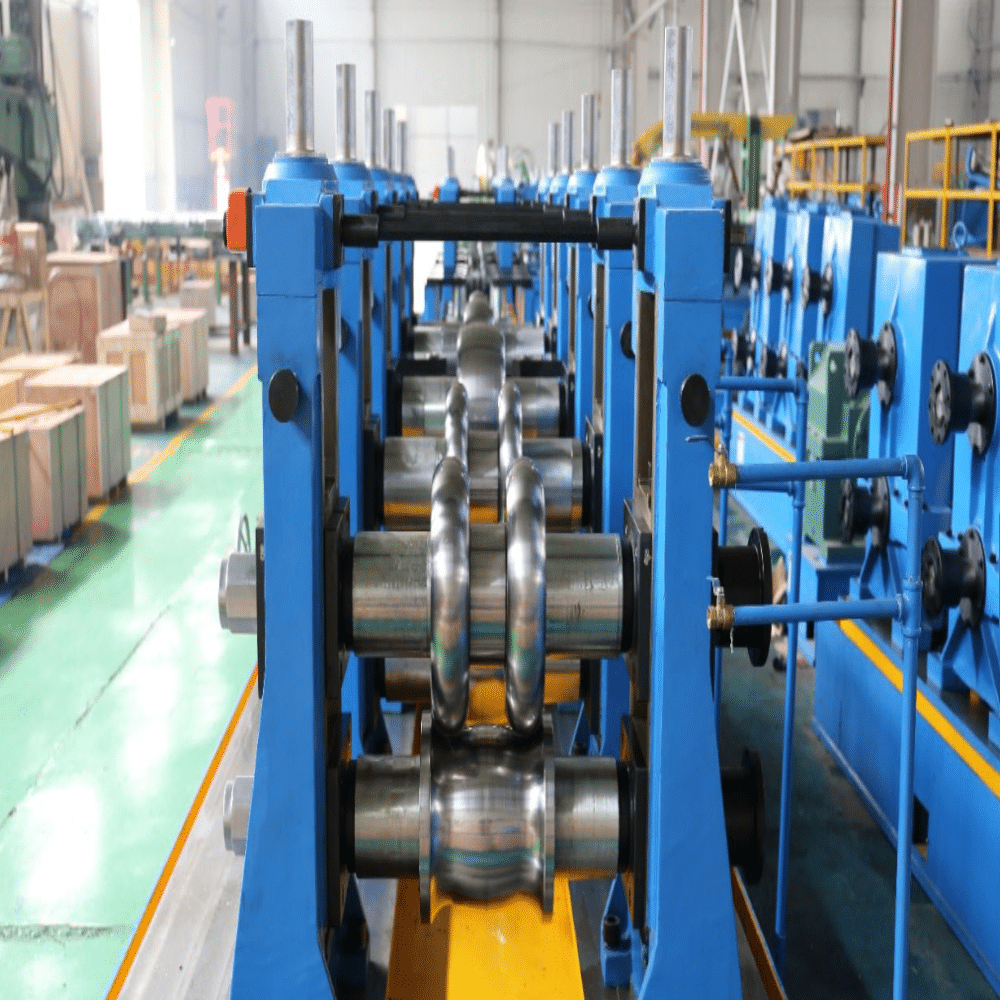
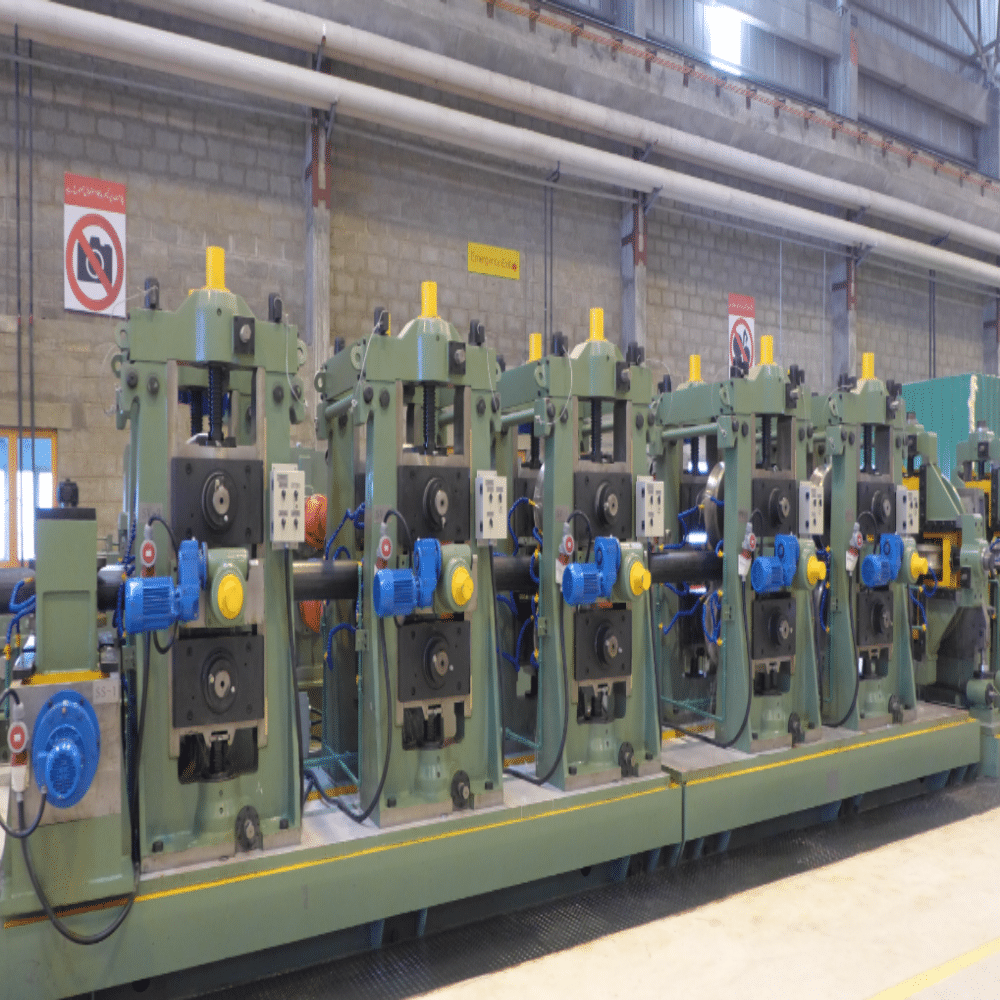
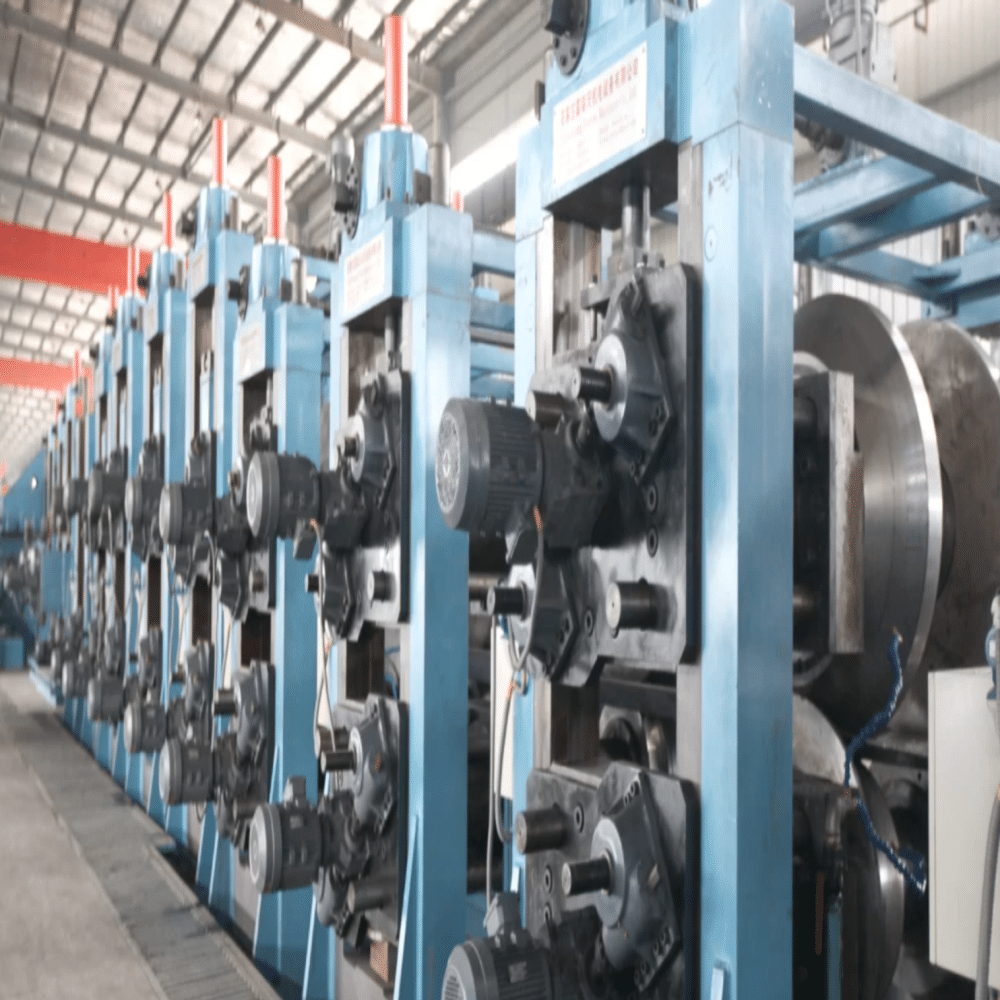
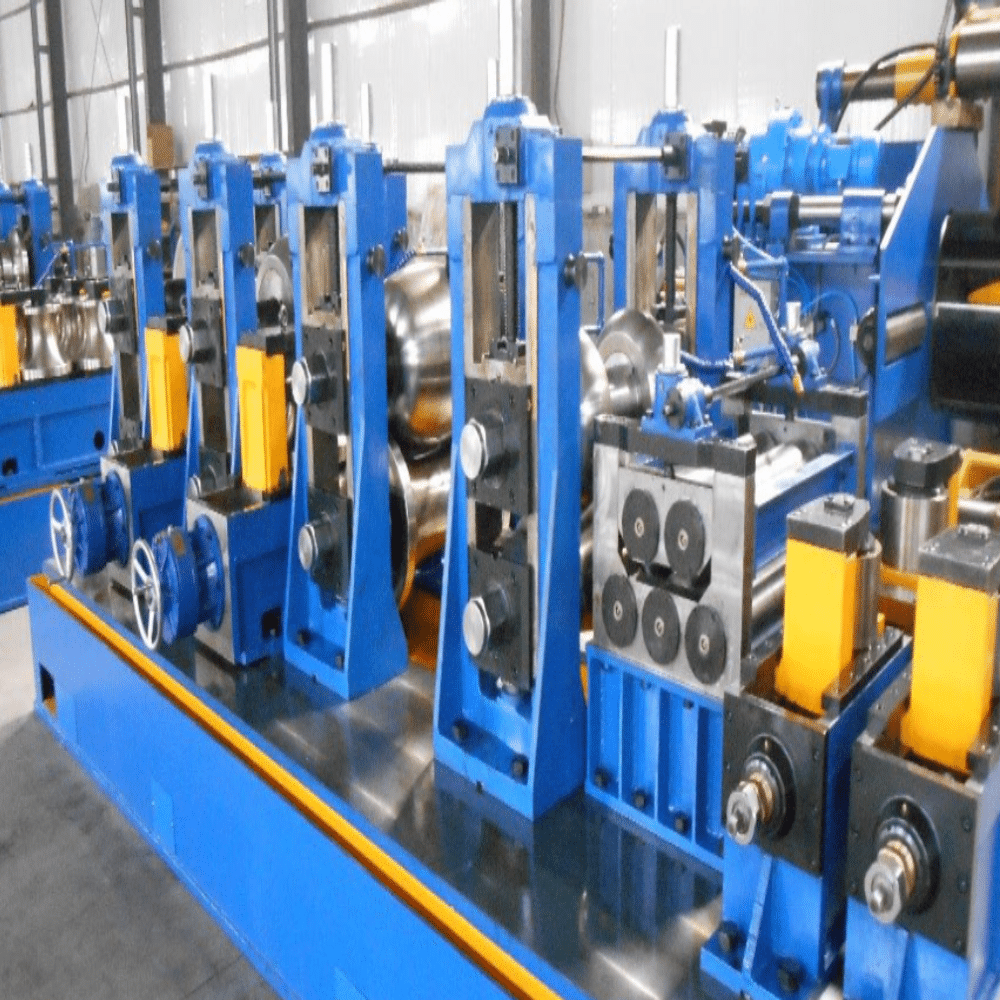
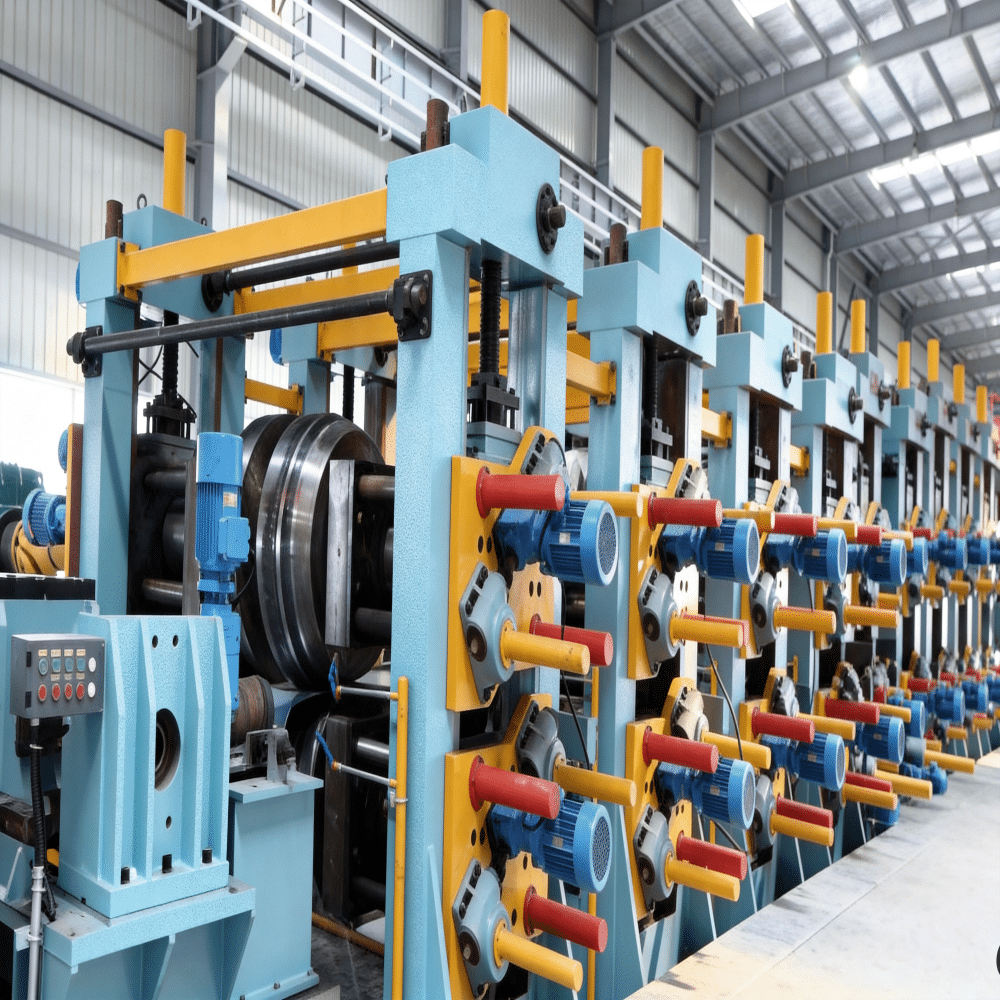
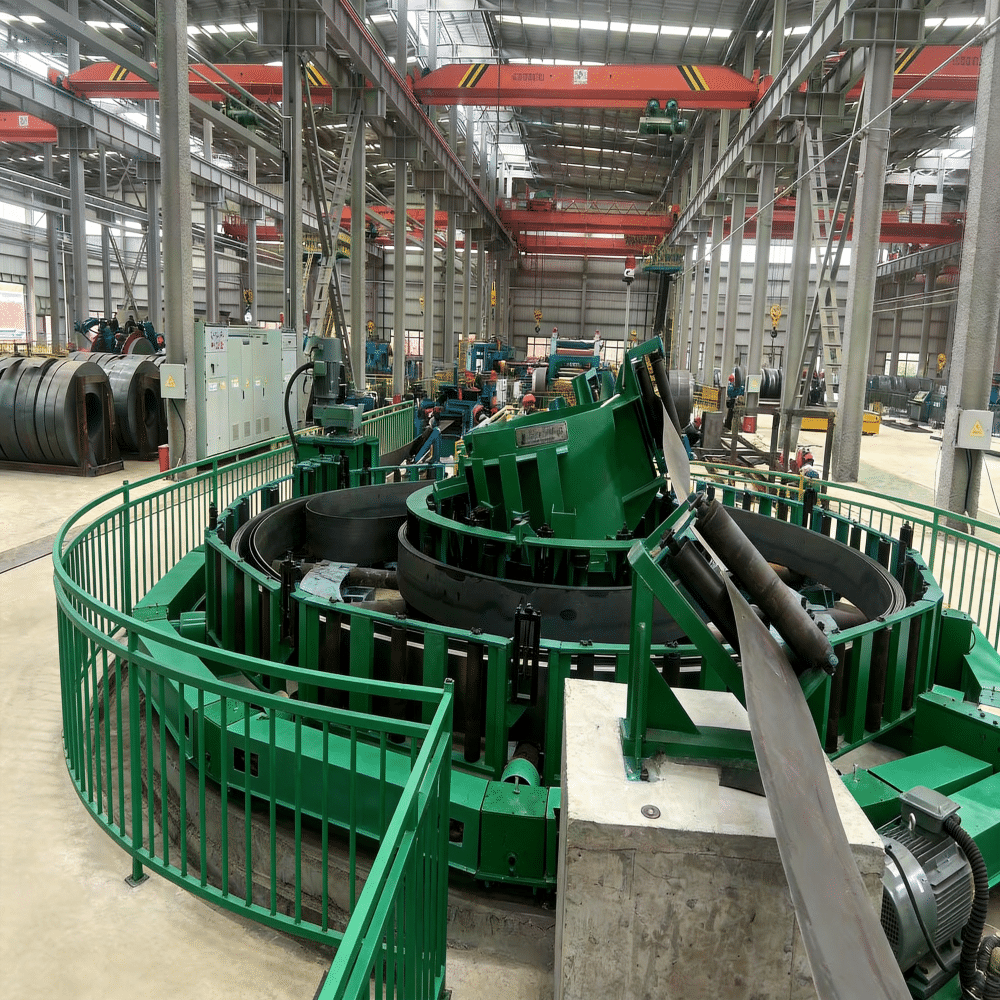
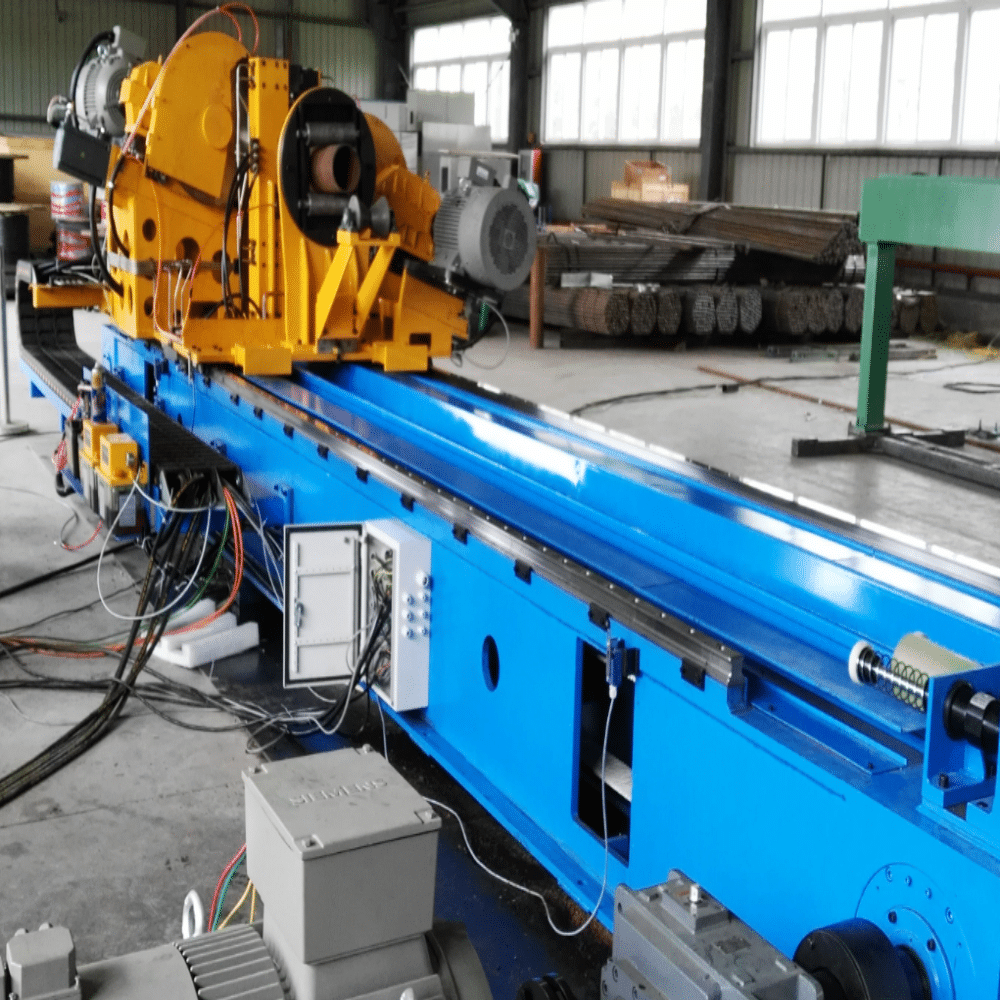
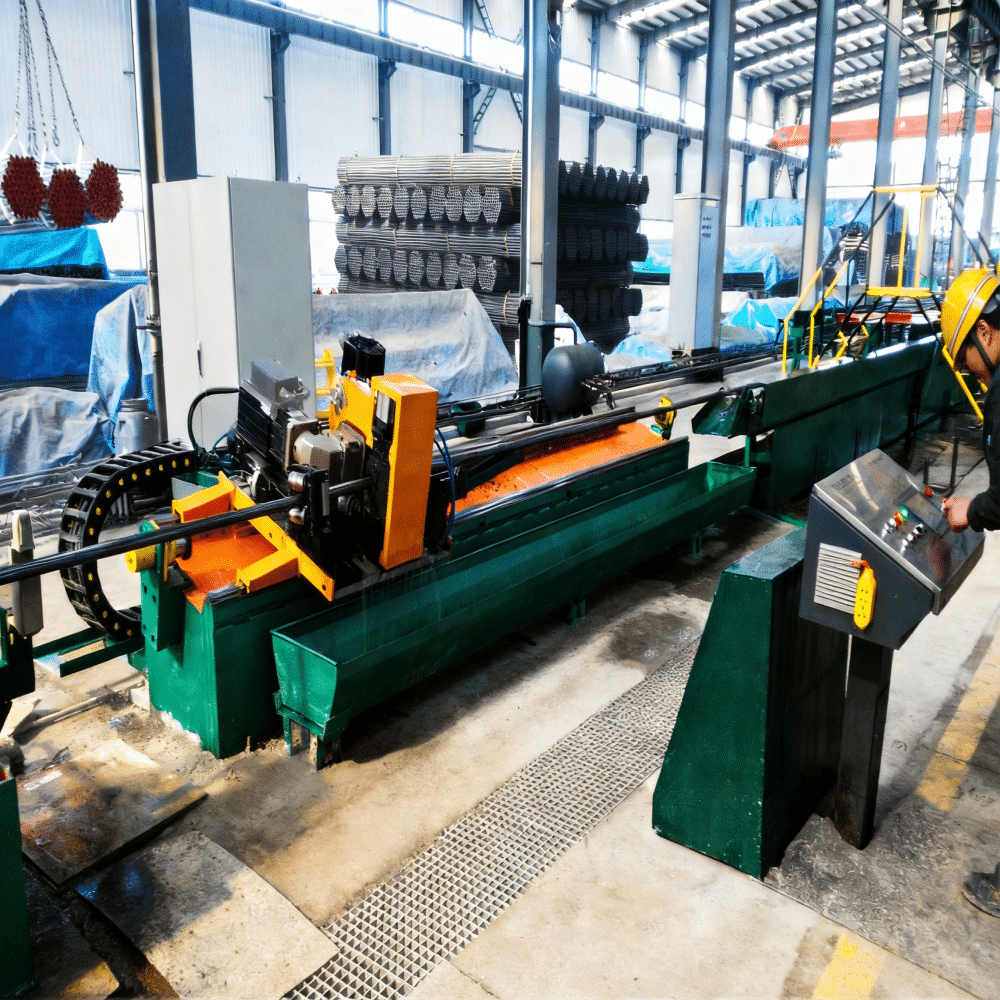
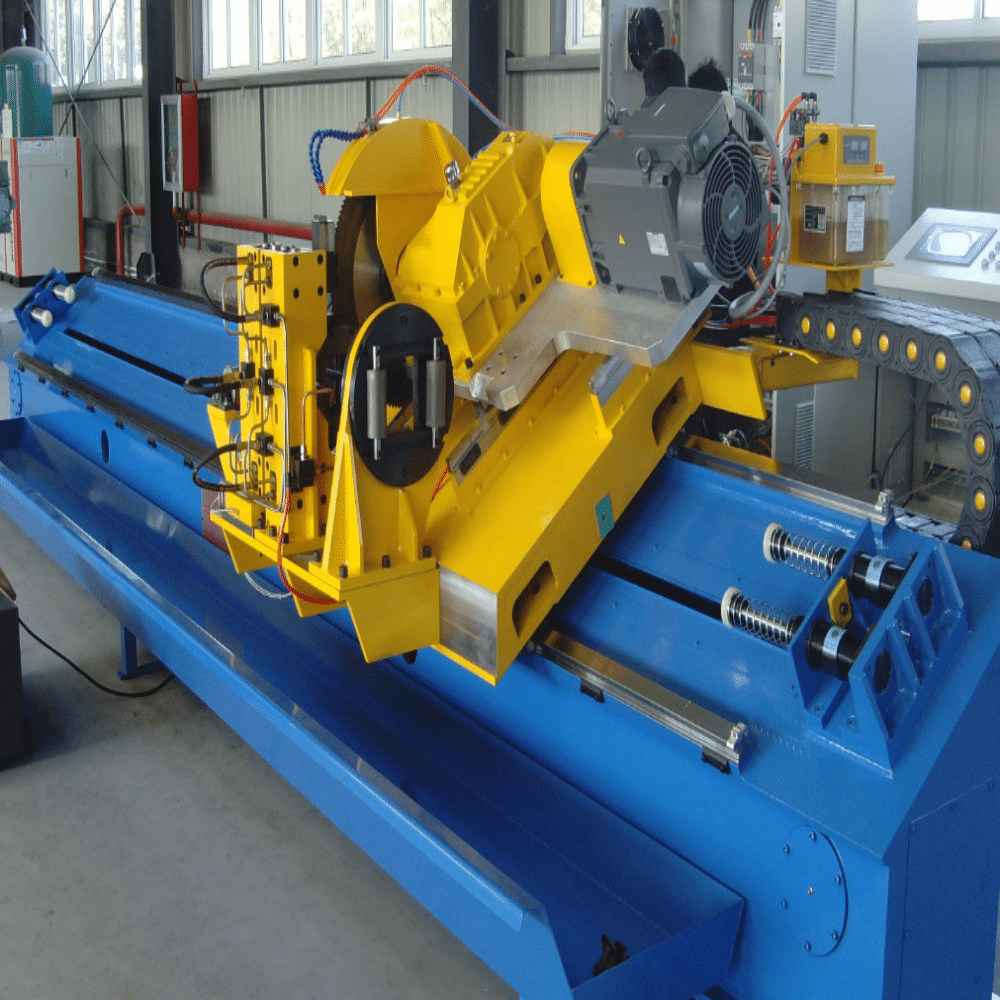
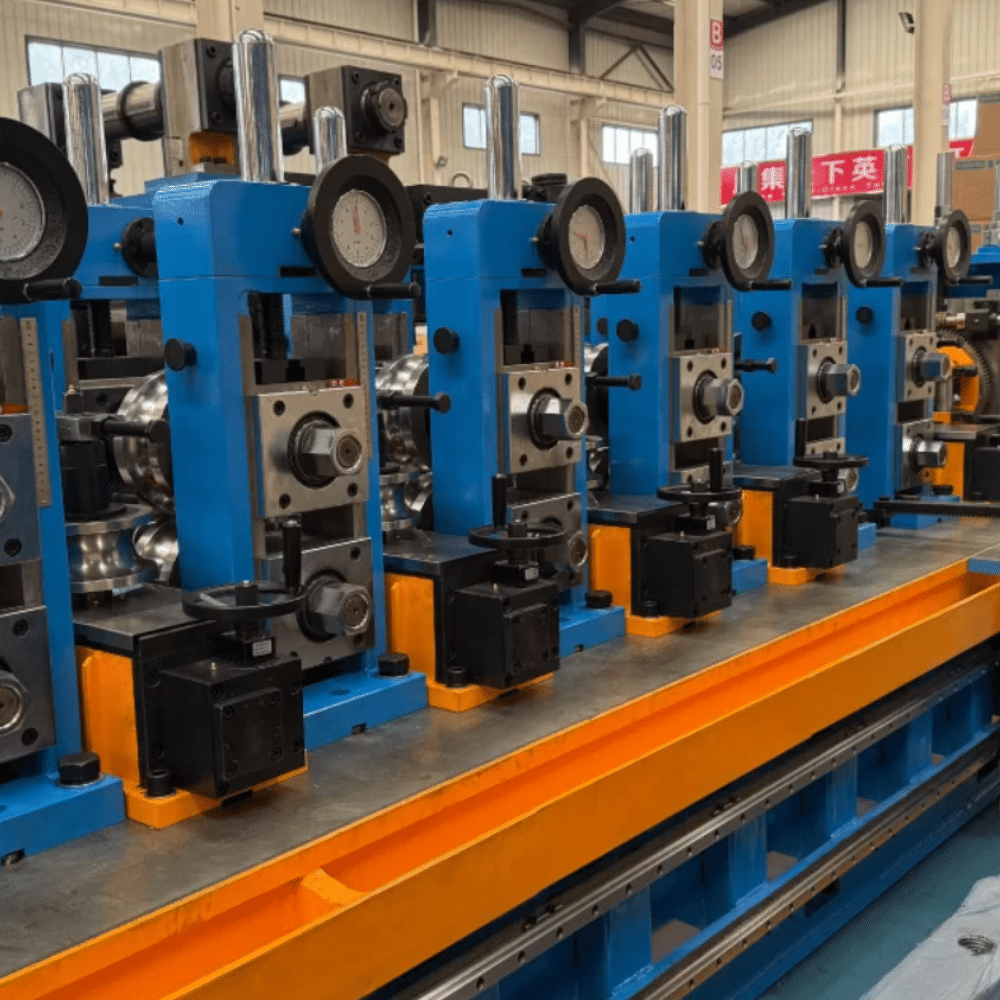
Our Orbital Flying Cutoff Saw is precision-engineered for high-speed, continuous cold cutting of metal tubes across various diameters. It is perfectly compatible with orbital milling cutoff equipment, flying cutoff machines, ERW pipe production lines, as well as OCTG casing and tubing manufacturing lines.
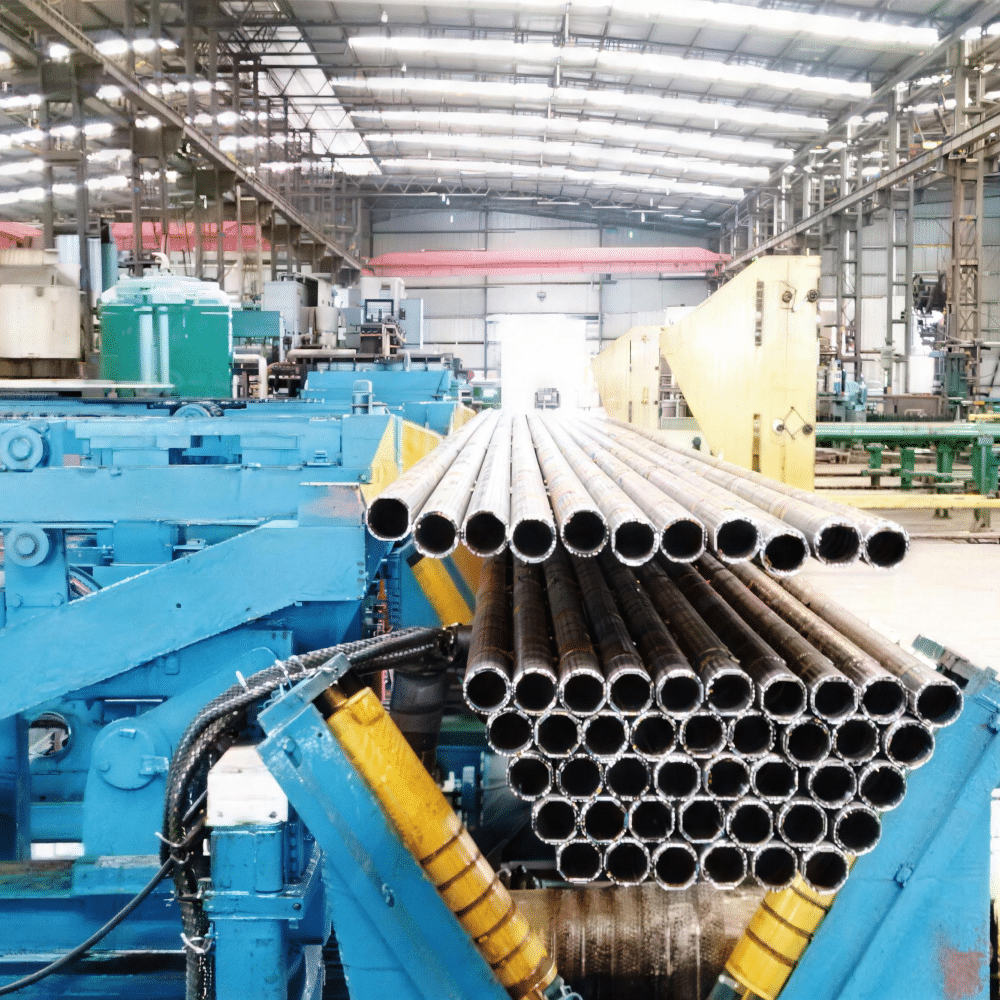
Designed on the shear-type cold cutting principle with comprehensive cooling and lubrication system, the machine fully dissipates cutting heat into metal swarf, maintaining consistently low temperatures for both pipe workpieces and cutting blades during operation. It achieves burr-free, distortion-free, high-precision end trimming at high line speeds, significantly lifting production throughput for pipe manufacturers specializing in mass production of small and medium-sized pipes.
Specifications
| Model No. | Siza of Tube (mm) | Thickness of Tube (mm) | Cut Length (m) | Cut Tolerance | Mill Speed (m/min) | Qty. of Saw Blade | Material of Saw Blade |
| LFJ-GH32 | Φ13-38 ◻10-30 | 0.6-2.3 | 2.0-12.0 | ≤±2mm | Max.150 | 1 | TCT/HSS |
| LFJ-GH50 | Φ20-63.5 ◻15-50 | 0.8-3.0 | 2.0-12.0 | ≤±2mm | Max.130 | 1 | TCT/HSS |
| LFJ-GH76 | Φ32-89 ◻25-70 | 1.2-4.0 | 2.0-12.0 | ≤±2mm | Max.120 | 1 | TCT/HSS |
| LFJ-GH89 | Φ32-108 ◻30-75 | 1.5-4.0 | 2.0-12.0 | ≤±2mm | Max.110 | 1 | TCT/HSS |
| LFJ-GH114 | Φ63-114 ◻50-90 | 1.2-5.0 | 3.0-12.0 | ≤±2mm | Max.85 | 1 | TCT/HSS |
| LXFJ-GH114 | Φ76-127 ◻60-100 | 2.0-5.0 | 4.0-12.0 | ≤±2mm | Max.85 | 2 | TCT/HSS |
| LFJ-GH127 | Φ60-140 ◻50-110 | 1.2-6.0 | 3.0-12.0 | ≤±2mm | Max.70 | 1 | TCT/HSS |
| LXFJ-GH140 | Φ89-140 ◻70-120 | 2.5-6.0 | 4.0-12.0 | ≤±2mm | Max.80 | 2 | TCT/HSS |
| LFJ-GH165 | Φ76-168 ◻60-130 | 2.0-8.0 | 3.0-12.0 | ≤±2mm | Max.65 | 1 | TCT/HSS |
| LXFJ-GH165 | Φ114-165 ◻80-130 | 2.5-8.0 | 4.0-12.0 | ≤±2mm | Max.75 | 2 | TCT/HSS |
| XFJ-GH165 | Φ48-165 ◻50-150 | 4.0-10.0 | 6.0-12.0 | ≤±2mm | Max.40 | 2 | TCT |
| LXFJ-GH219 | Φ114-219 ◻100-150 | 4.0-12.0 | 2.5-8.0 | ≤±2mm | Max.70 | 2 | TCT |
| XFJ-GH219 | Φ114-219 ◻60-200 | 3.5-12.0 | 6.0-18.0 | ≤±2mm | Max.40 | 2 | TCT |
| XFJ-GH273 | Φ165-273 ◻60-220 | 4.0-12.0 | 6.0-18.0 | ≤±2mm | Max.38 | 2 | TCT |
| XFJ-GH325 | Φ165-325 ◻80-250 | 5.0-14.0 | 6.0-18.0 | ≤±2mm | Max.35 | 2 | TCT |
| XFJ-GH406 | Φ219-406 ◻80-300 | 6.0-16.0 | 6.0-24.0 | ≤±2mm | Max.35 | 2 | TCT |
| XFJ-GH508 | Φ219-508 ◻100-400 | 6.0-18.0 | 6.0-24.0 | ≤±2mm | Max.30 | 2 | TCT |
| XFJ-GH630 | Φ219-630 ◻100-500 | 6.0-20.0 | 6.0-24.0 | ≤±2mm | Max.30 | 2 | TCT |
| XFJ-GH660 | Φ325-660 ◻100-500 | 6.0-22.0 | 6.0-24.0 | ≤±2mm | Max.30 | 2 | TCT |
| XFJ-GH711 | Φ325-711 ◻100-600 | 8.0-22.0 | 6.0-24.0 | ≤±2mm | Max.25 | 2 | TCT |
| XFJ-GH762 | Φ325-762 ◻100-600 | 8.0-25.0 | 6.0-24.0 | ≤±2mm | Max.25 | 2 | TCT |
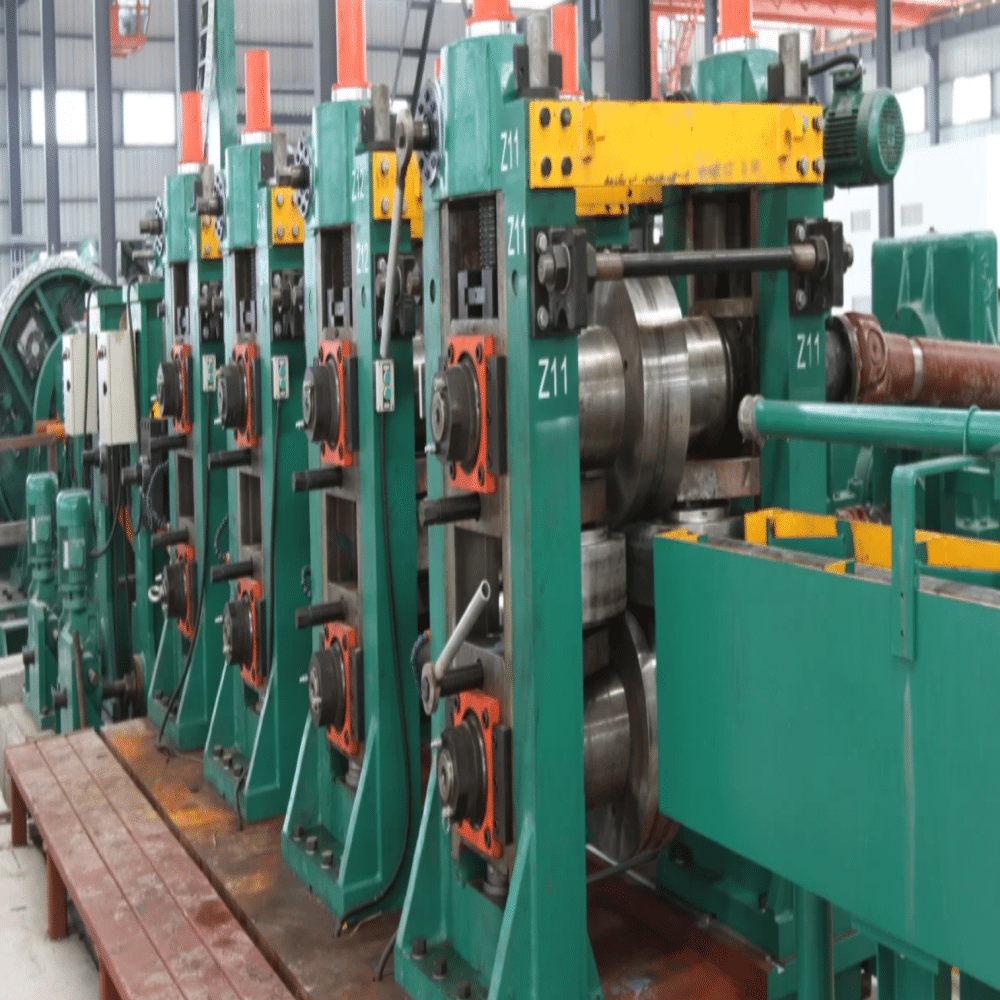
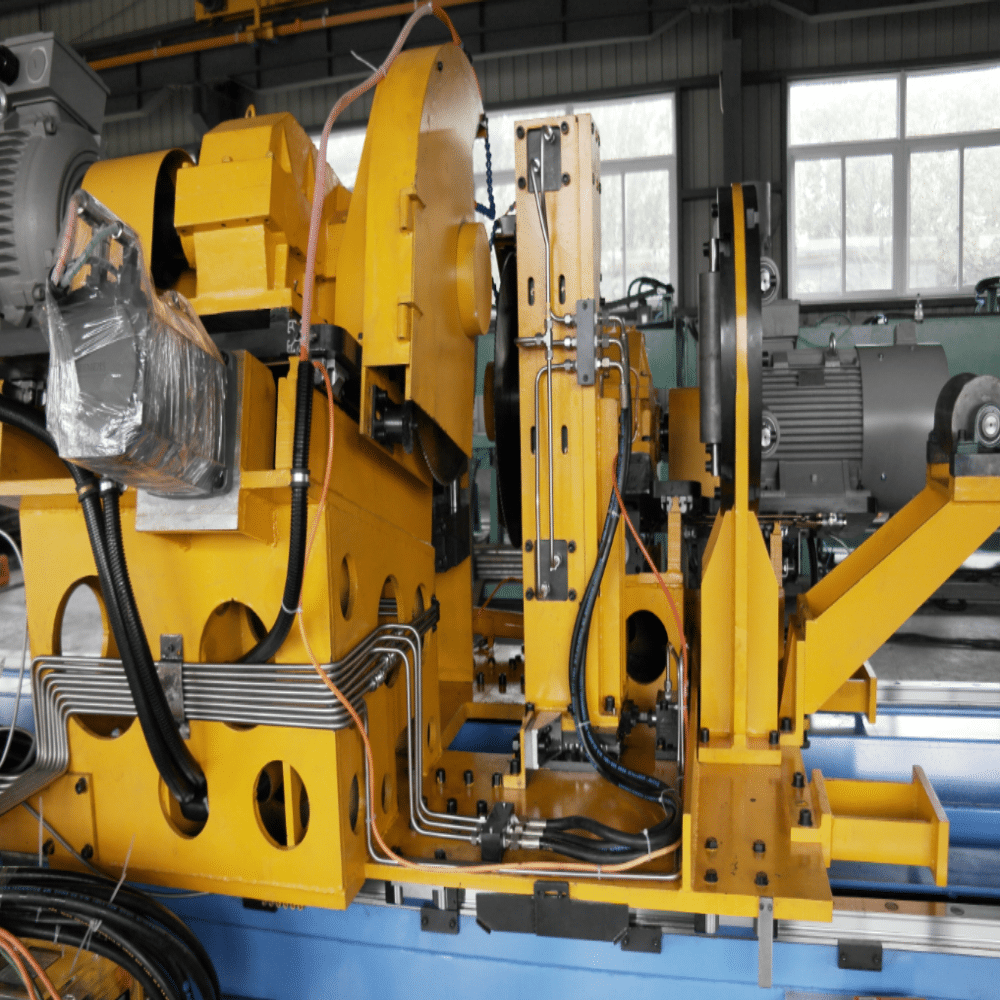
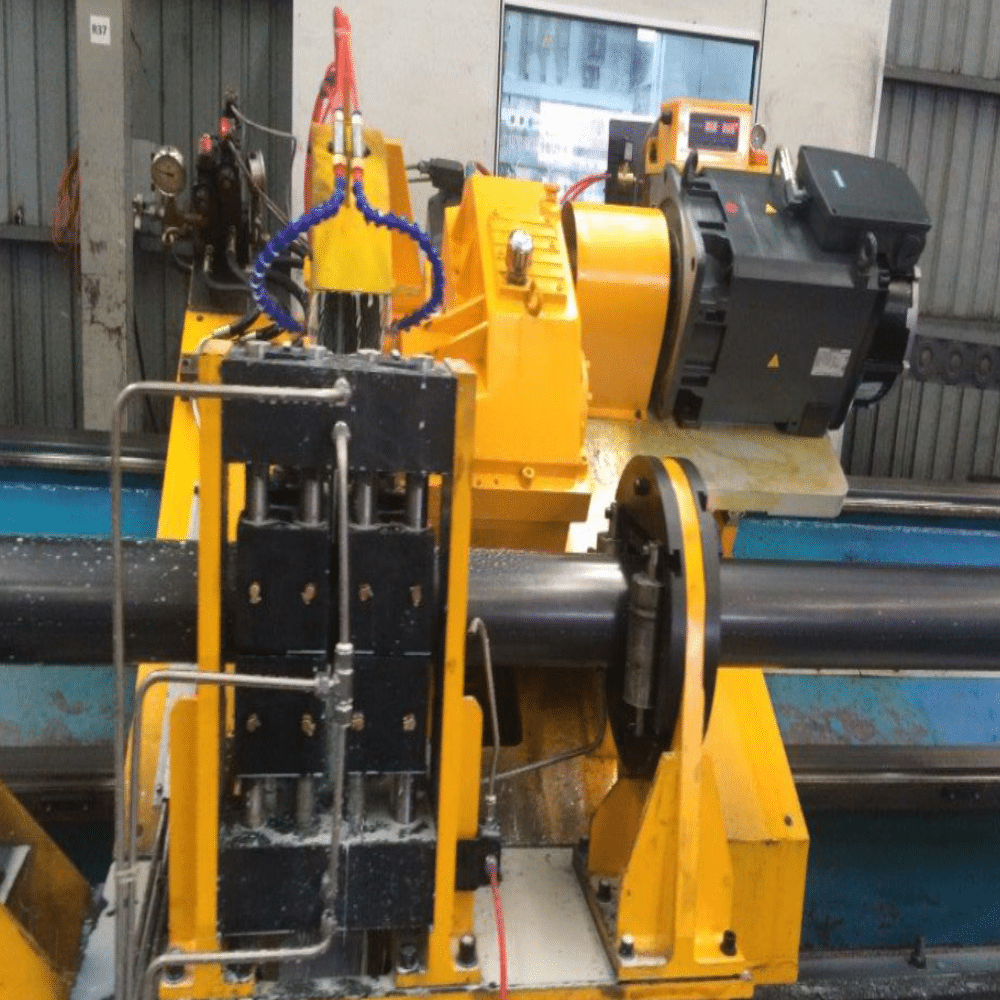
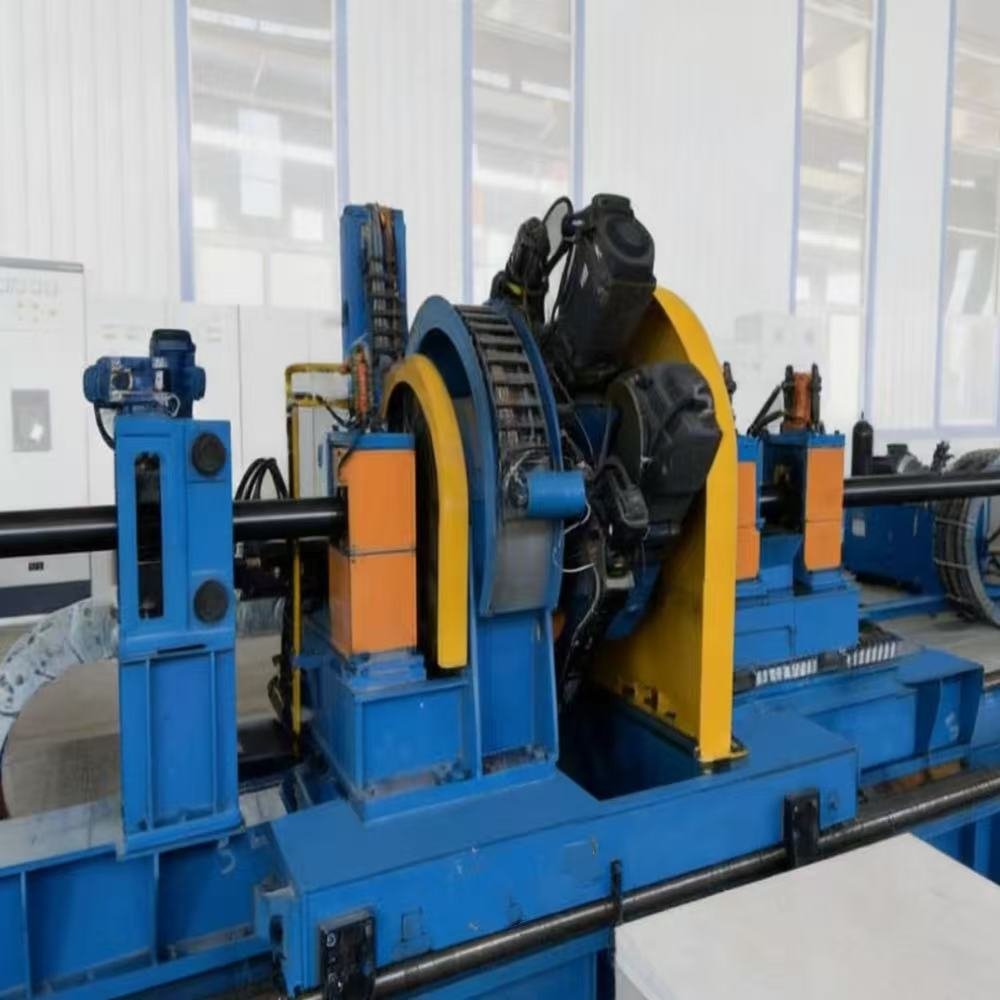
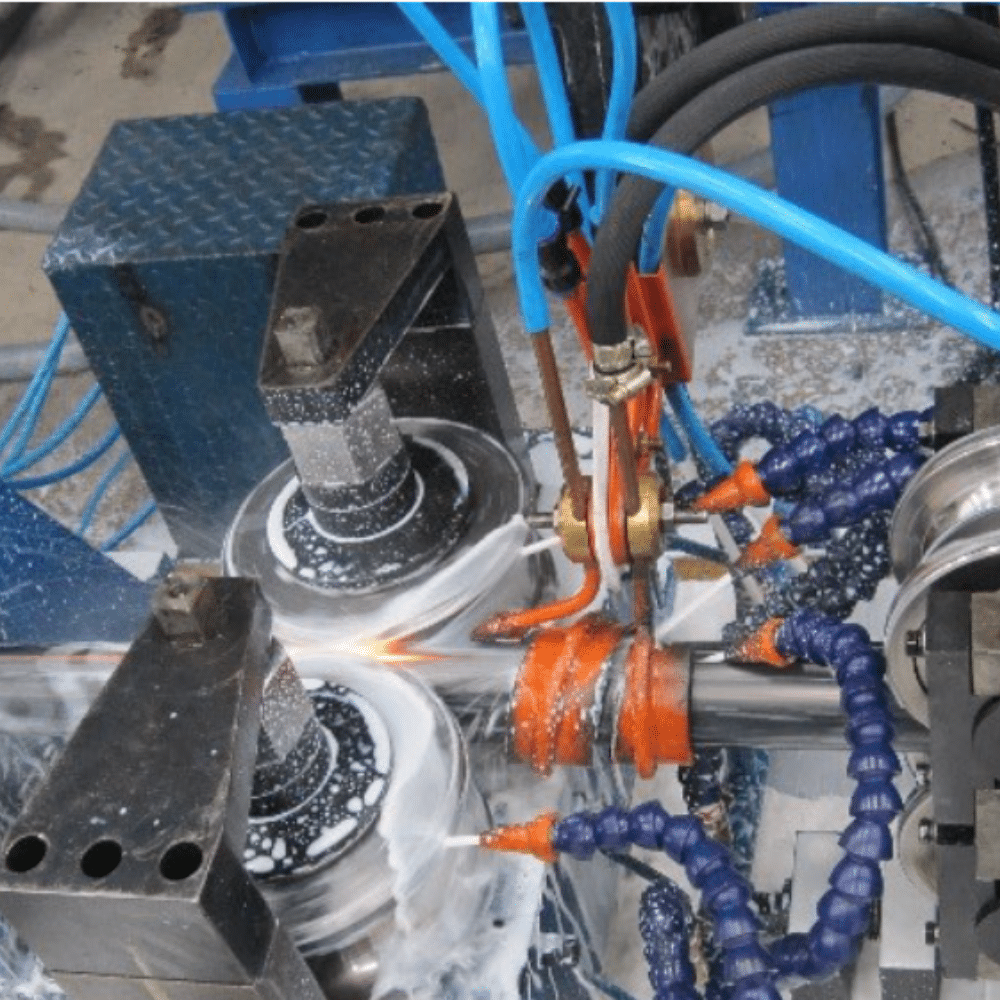
Working Principle
Different from traditional abrasive hot cutting discs that generate massive frictional heat and sparks, this cold saw blade relies on precision-ground hard cutting teeth to shear tube wall mechanically. During high-speed rotation and controlled feeding, cutting coolant continuously washes the cutting zone to dissipate heat instantly. All cutting thermal energy is taken away by swarf, so no heat-affected zone (HAZ), tube oxidation or thermal deformation occurs on pipe ends, realizing true cold cutting forming for tubular workpieces. Optimized tooth gullet design ensures smooth chip evacuation, avoiding tooth clogging during long-time high-speed tube cutting.
Nos atouts
- High-Speed Cutting Performance for Small & Medium Tubes
- Superior Cut Surface Quality, Minimal Secondary Processing
- Long Service Life & Excellent Wear Resistance
- Low Vibration & Stable Continuous Running