In modern ERW (Electric Resistance Welding) pipe production lines, the flying cutoff system stands as one of the most critical core equipment that directly determines production efficiency, pipe end quality, and overall line stability. Unlike traditional static cutting machines that require production shutdown, ERW flying cutoff machines complete fully automatic, synchronous cutting on continuously moving steel tubes, enabling non-stop high-speed pipe manufacturing. For pipe manufacturers focusing on OCTG casing, tubing, structural steel tubes, and general welded pipes, understanding the flying cutoff working principle and mastering scientific equipment selection standards is essential to reduce production costs, eliminate defective products, and enhance market competitiveness. This blog comprehensively explains the working mechanism of mainstream ERW flying cutoff equipment, analyzes the differences between cutting technologies, and provides targeted selection suggestions for different production scenarios.
1. What Is an ERW Flying Cutoff Machine?
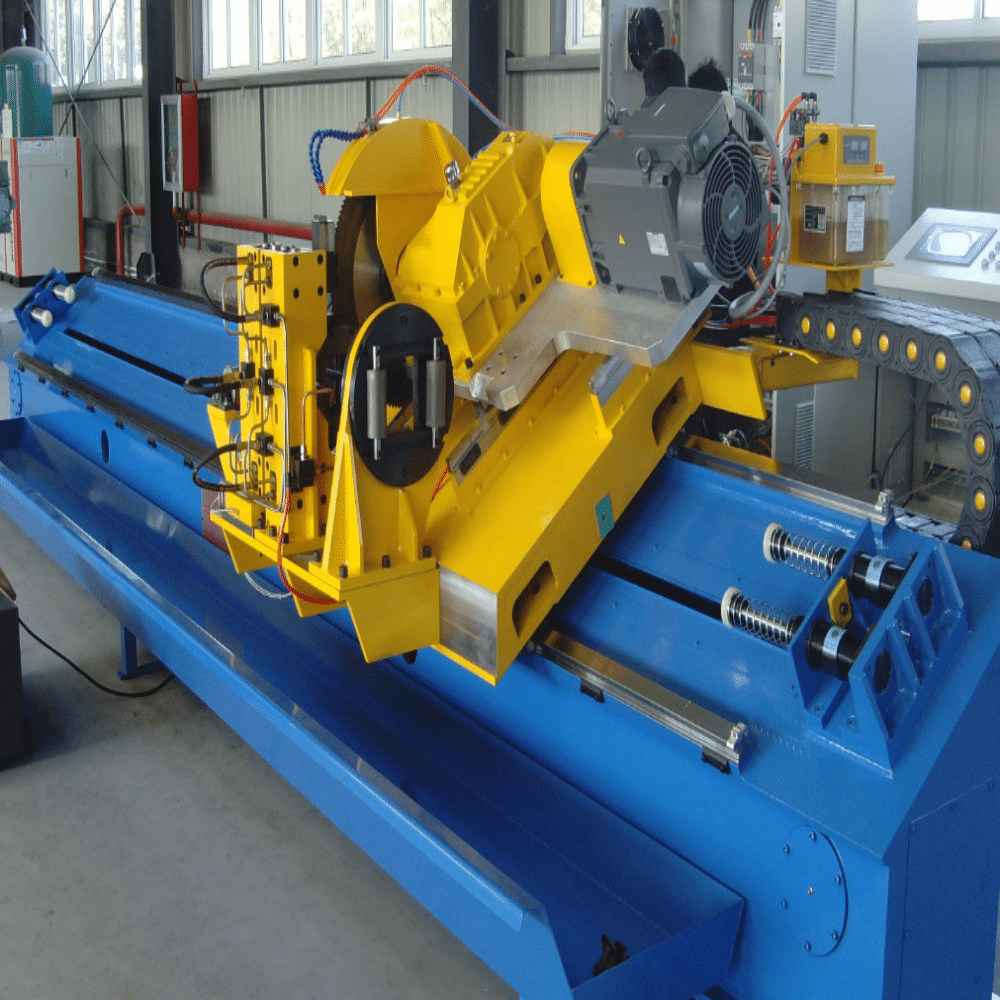
An ERW flying cutoff machine is a special online cutting device customized for continuous ERW pipe production lines. It is installed at the finishing section of the tube mill, responsible for cutting endlessly moving small and medium-diameter steel tubes into standard fixed lengths. Different from conventional fixed saws, the core feature of the flying cutoff is the synchronous tracking cutting technology: the cutting carriage moves forward synchronously with the running steel tube during the cutting process, ensuring zero relative displacement between the saw blade and the pipe, thus achieving high-precision cutting without halting the production line.
Modern high-performance flying cutoff equipment mainly includes two mainstream types: traditional friction hot flying saws and upgraded orbital trajectory milling cold flying saws. Both are compatible with full-automatic ERW tube mills, sizing mills, and complete turnkey production lines for OCTG casing and tubing, but differ significantly in working principle, cutting quality, and applicable production scenarios.
2. Core Working Principle of ERW Flying Cutoff Systems
Although hot friction cutting and cold milling cutting adopt different technical structures, their overall operating workflows follow the same closed-loop automatic control logic, consisting of speed detection, synchronous tracking, precise cutting, and automatic reset four core links.
2.1 Overall Automatic Operation Workflow
First, the high-precision photoelectric encoder installed on the line speed measuring roller real-timely collects the running speed and length data of the steel tube, converting mechanical motion into pulse electrical signals and transmitting them to the servo motion control system. When the tube reaches the preset cutting length, the system sends a cutting instruction. The servo-driven flying carriage rapidly accelerates to track the pipe speed until it achieves complete synchronization with the ERW production line speed. After completing the clamping and cutting action, the carriage automatically returns to the initial position to wait for the next cutting cycle, realizing uninterrupted cyclic production.
2.2 Working Principle of Friction Hot Flying Saw
The traditional friction flying saw is a typical hot cutting solution widely used in early ERW pipe lines. It relies on a high-speed rotating HSS saw blade to generate intense friction with the moving steel tube. The instantaneous friction heat locally softens the pipe wall material, and the blade quickly penetrates the tube to complete cutting.
This cutting method features simple structure and low equipment investment cost, with extremely high cutting speed, making it suitable for medium and large-diameter carbon steel pipes with thin and medium wall thicknesses. However, the fatal drawbacks of hot friction cutting are obvious: high cutting temperature causes pipe end thermal deformation, burrs, and oxide layers. Meanwhile, the cutting process produces massive sparks, dust, and loud noise, resulting in poor cutting finish and requiring secondary grinding and finishing processes, which increases subsequent production costs.
2.3 Working Principle of Orbital Trajectory Milling Cold Flying Saw

O orbital trajectory milling cold flying saw is an upgraded mainstream technology for modern high-end ERW production lines, adopting a shear-type cold milling cutting mechanism and integrated full cooling and lubrication system. Different from friction thermal cutting, it uses low-speed high-precision milling instead of high-speed friction melting.
During operation, the saw blade rotates along the preset orbital trajectory and feeds stably to mill the pipe wall. Most cutting heat is taken away by metal swarf, and the matching full cooling and lubrication system continuously cools and lubricates the blade and pipe workpiece. This design keeps both the tube and cutting blade in a low-temperature state throughout the entire cutting cycle, completely avoiding thermal deformation and oxide layer problems caused by high temperature.
Benefiting from the precise servo synchronous tracking system and orbital milling technology, the cold flying saw realizes zero-deformation cutting. The processed pipe ends are neatly squared, burr-free, and flat, with excellent dimensional accuracy, basically eliminating the need for secondary finishing.
3. Core Differences Between Hot Cutting and Cold Cutting Flying Saws
To help manufacturers quickly screen suitable equipment, we summarize the core performance differences between friction hot flying saws and orbital milling cold flying saws in actual ERW production:
Cutting Quality: The cold flying saw delivers burr-free, distortion-free, oxide-free pipe ends with high dimensional consistency, fully meeting the precision requirements of OCTG casing, tubing, and high-precision structural pipes. The hot flying saw produces obvious burrs, thermal deformation, and surface oxidation, with low dimensional accuracy, only suitable for ordinary low-demand welded pipes.
Production Efficiency & Cost: The hot saw has a fast single cutting speed and low equipment cost, but requires secondary grinding, polishing, and quality inspection, with high comprehensive labor and time costs. The cold flying saw supports high linear speed continuous production, eliminates secondary processing procedures, greatly improves overall line throughput, and has lower long-term operating and maintenance costs.
Operation & Environmental Protection: Hot cutting produces sparks, dust, and high noise, with poor safety and environmental performance. Cold milling cutting is spark-free, dust-free, low-noise, and energy-saving, complying with modern factory environmental protection standards and safe production requirements.
Service Life: High-temperature friction accelerates saw blade wear, resulting in short blade service life and frequent replacement. The low-temperature working environment of the cold flying saw effectively reduces blade loss, extending equipment and accessory service life.
4. Professional Selection Guide for ERW Flying Cutoff Machines
There is no one-size-fits-all best flying cutoff equipment; the most suitable solution depends on pipe specifications, product positioning, production volume, and budget. Below are targeted selection suggestions for mainstream production scenarios of ERW pipe manufacturers.
4.1 Select Cold Milling Flying Saw for High-Precision & High-End Production
If your production line focuses on OCTG casing, tubing, high-precision structural steel tubes, and export-grade steel pipes, the orbital trajectory milling cold flying saw is the optimal choice. These high-end pipe products have strict requirements on pipe end flatness, dimensional tolerance, and surface finish, and secondary processing is not allowed in most cases.
The cold flying saw’s low-temperature milling cutting principle ensures stable and consistent finished pipe quality in mass production. Its strong versatility enables seamless synchronization with ERW tube mills, orbital milling units, and full turnkey OCTG production lines, effectively improving overall line productivity and product qualification rate, which is very suitable for high-volume and high-standard pipe manufacturers.
4.2 Select Friction Hot Flying Saw for Low-Precision & Low-Cost Mass Production
For manufacturers mainly producing ordinary low-demand welded pipes, thin-walled civil pipes, and low-precision structural pipes with sufficient budget flexibility, the traditional friction hot flying saw can be selected. It has low initial equipment investment, simple operation and maintenance, and fast cutting speed, which can meet the basic output requirements of low-end pipe production lines.
It is worth noting that manufacturers choosing hot saws need to reserve secondary processing workshops and manpower, and bear additional costs caused by defective products and blade replacement, which is more suitable for small and medium-sized factories focusing on low-end market segments.
4.3 Key Selection Parameters That Cannot Be Ignored
Pipe Specification Matching: Confirm that the equipment supports the cutting range of local small and medium-diameter steel tubes and matches the wall thickness of produced pipes to avoid overload operation and cutting instability.
Servo Synchronization Accuracy: The core of flying cutoff quality lies in synchronous tracking accuracy. High-performance servo control systems can eliminate speed deviation, ensuring no length error and pipe end deformation during high-speed operation.
Cooling & Lubrication System: For cold flying saws, an integrated full cooling and lubrication system is a standard configuration, which directly determines cutting stability and blade service life. Avoid simplified and low-cost cooling structures.
Line Compatibility: The equipment must have strong universal compatibility to synchronize smoothly with existing ERW tube mills, flying cutoff equipment, and automated production lines, avoiding production line adaptation problems.
5. Why Upgrade to Cold Milling Flying Cutoff for Modern ERW Lines?
With the continuous upgrading of the global steel pipe market, downstream customers have increasingly strict requirements on pipe end quality, dimensional accuracy, and product consistency. Low-quality hot cutting products have gradually lost market competitiveness, while cold milling flying cutoff technology has become the mainstream upgrade trend of modern ERW pipe production lines.
Although the one-time investment of cold flying saw equipment is slightly higher than that of hot saws, it completely saves secondary processing costs, reduces defective product rates, and realizes stable high-efficiency and high-quality mass production. For export-oriented pipe manufacturers focusing on OCTG and high-precision pipes, upgrading to an orbital trajectory milling cold flying saw is the most cost-effective long-term investment, which can effectively improve product added value and market core competitiveness.
6. Conclusion
The flying cutoff system is the key equipment that determines the final quality and production efficiency of ERW steel pipes. The traditional friction hot flying saw is limited by thermal cutting defects and is only suitable for low-standard pipe production. The upgraded orbital trajectory milling cold flying saw, relying on low-temperature milling principle, high-precision servo synchronization, and perfect cooling and lubrication design, can stably output burr-free, high-precision, and high-quality pipe ends, fully meeting the production needs of high-end OCTG casing, tubing, and various precision steel pipes.
When selecting ERW flying cutoff equipment, manufacturers should comprehensively consider product positioning, production volume, and long-term operating costs, and prioritize high-versatility and high-stability cold milling flying saw solutions to achieve efficient, stable, and high-quality sustainable production.