Обзор
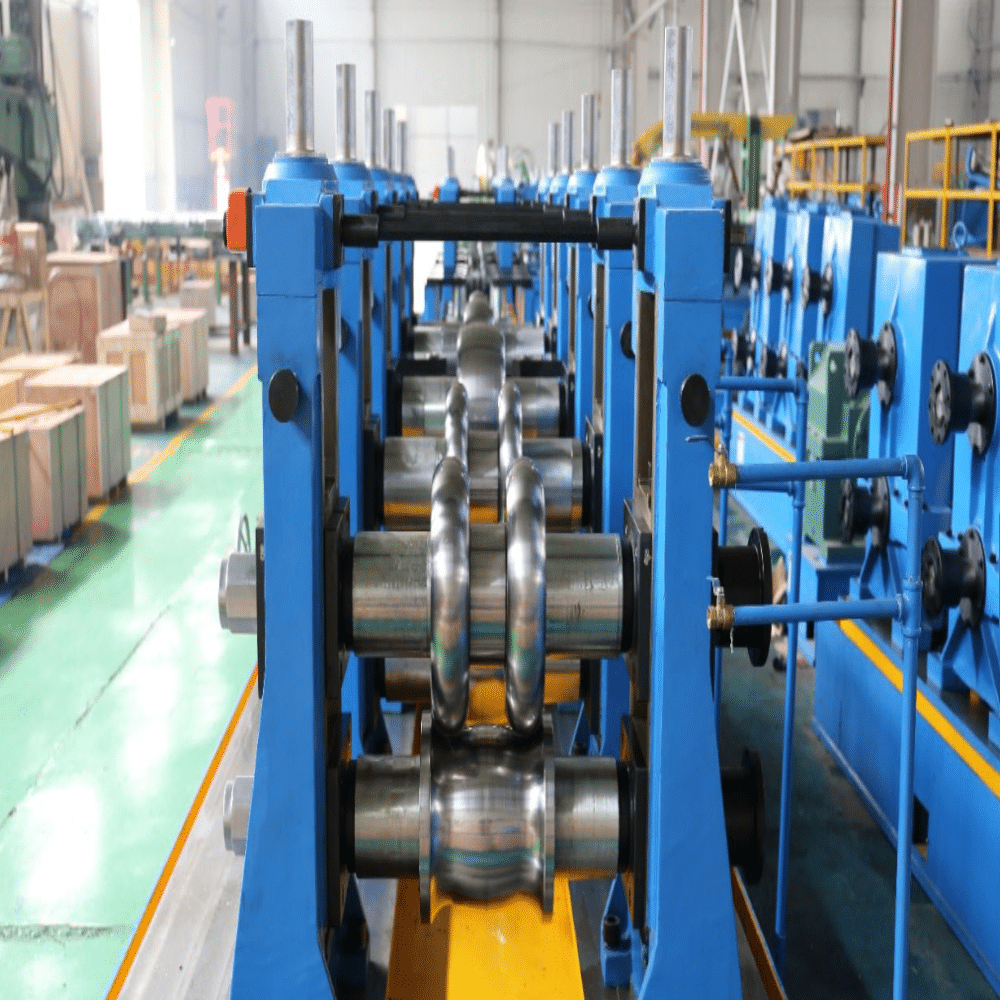
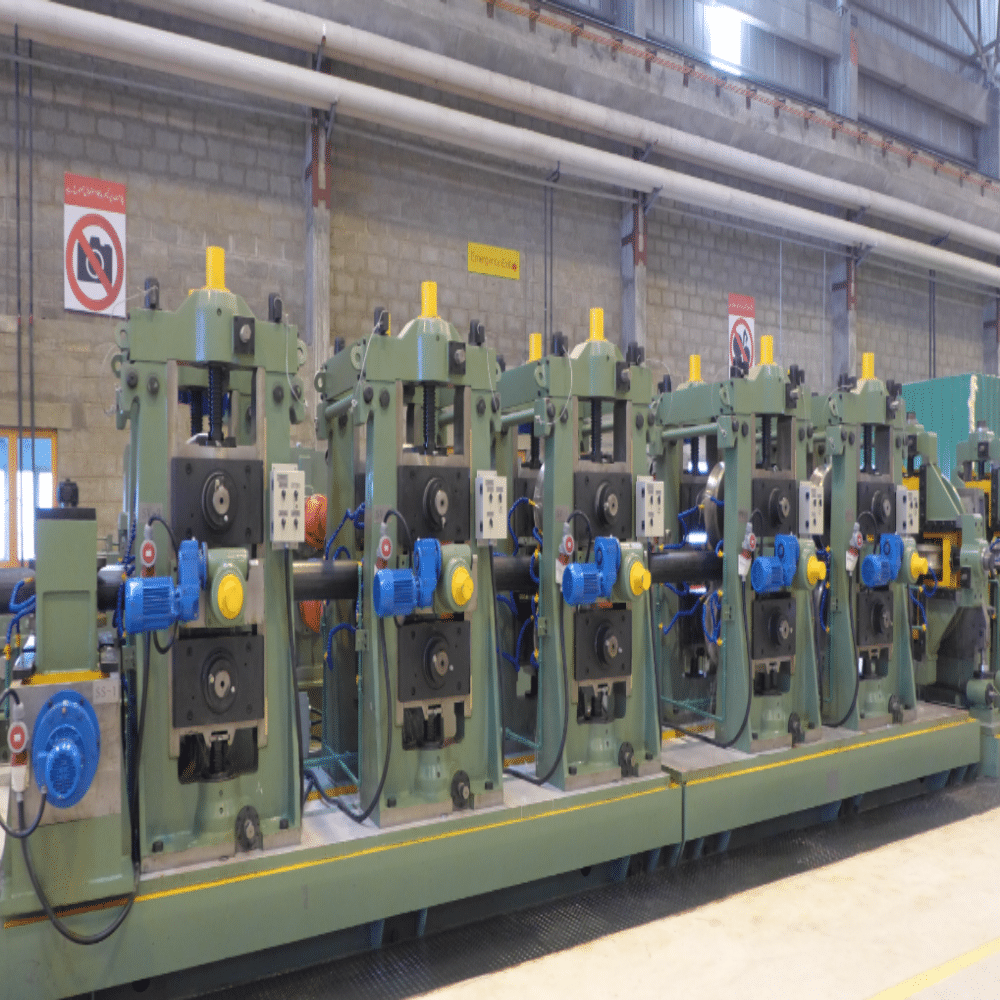
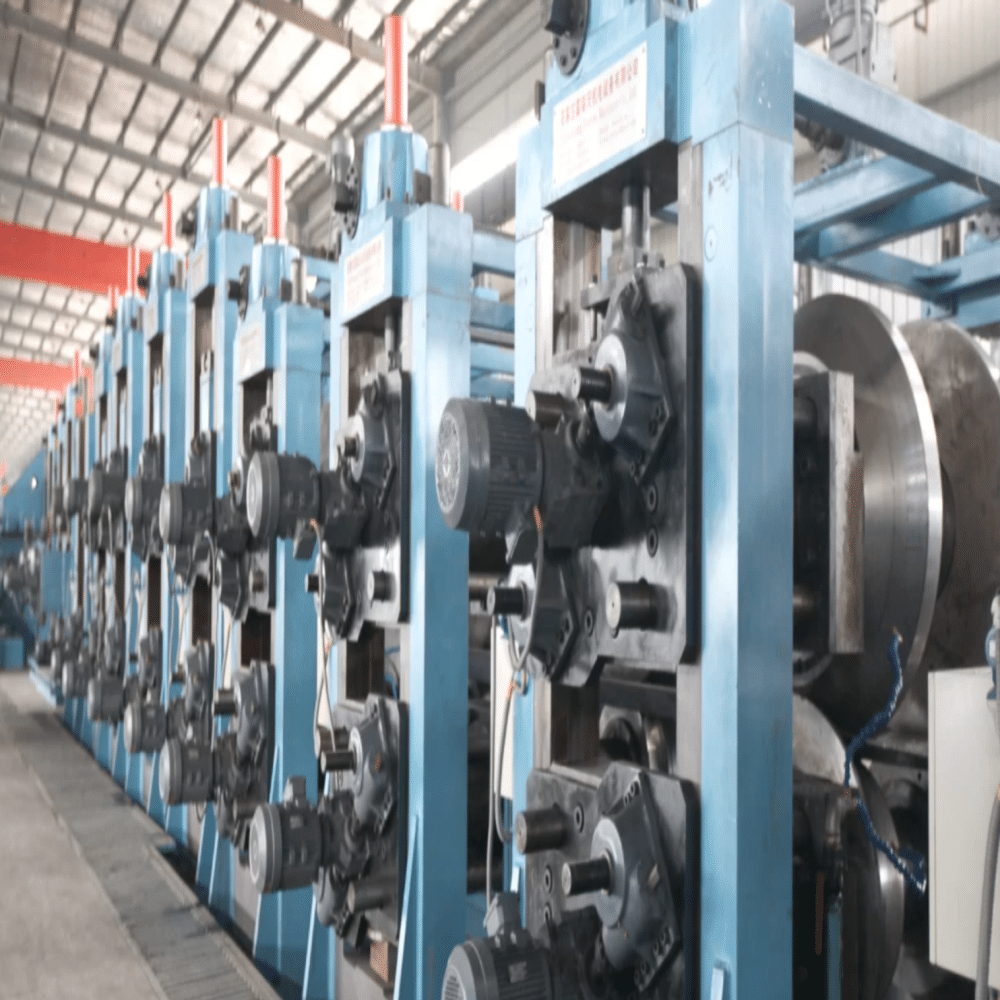
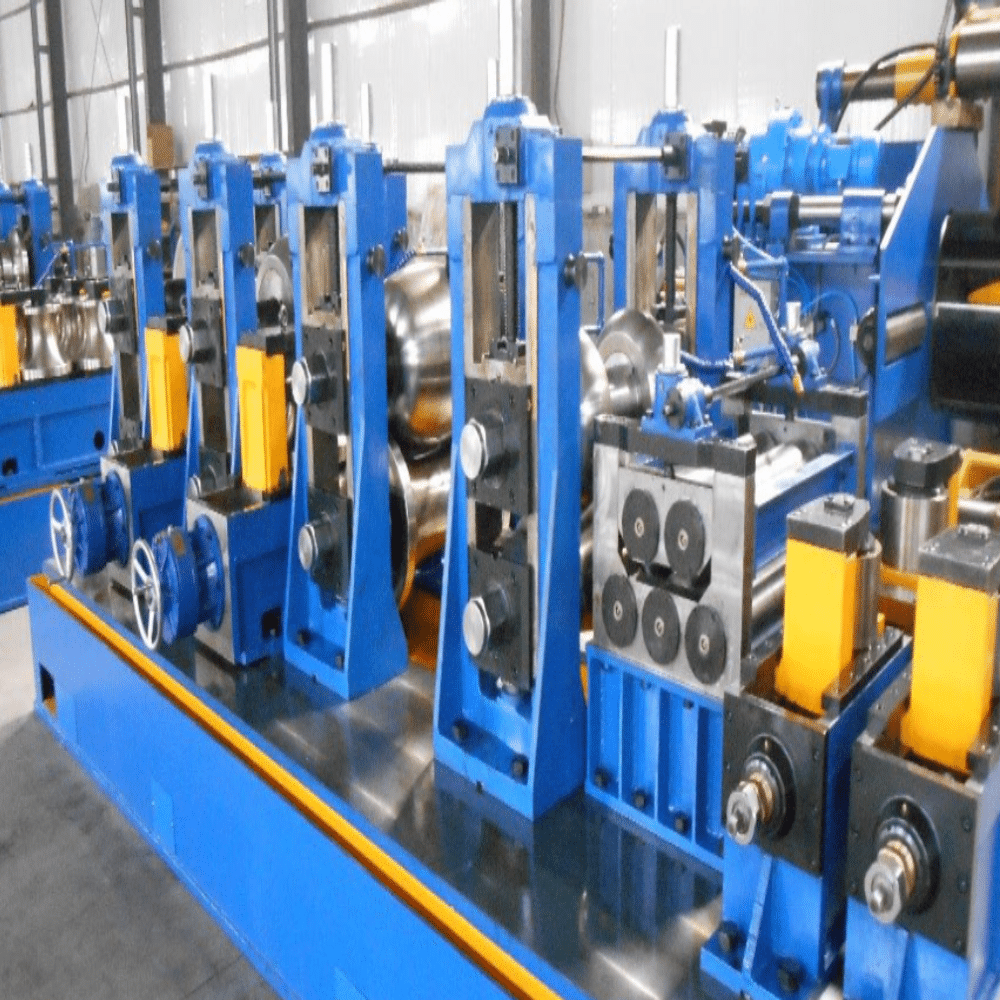
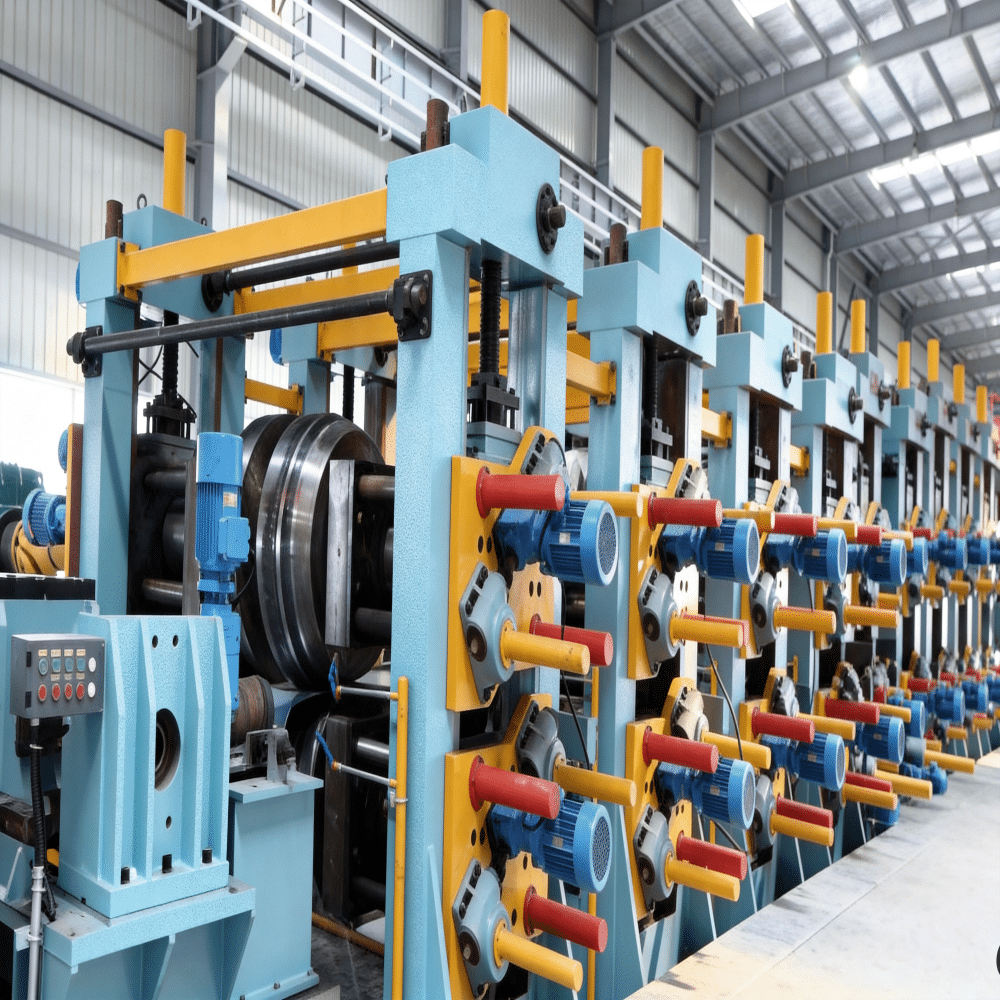
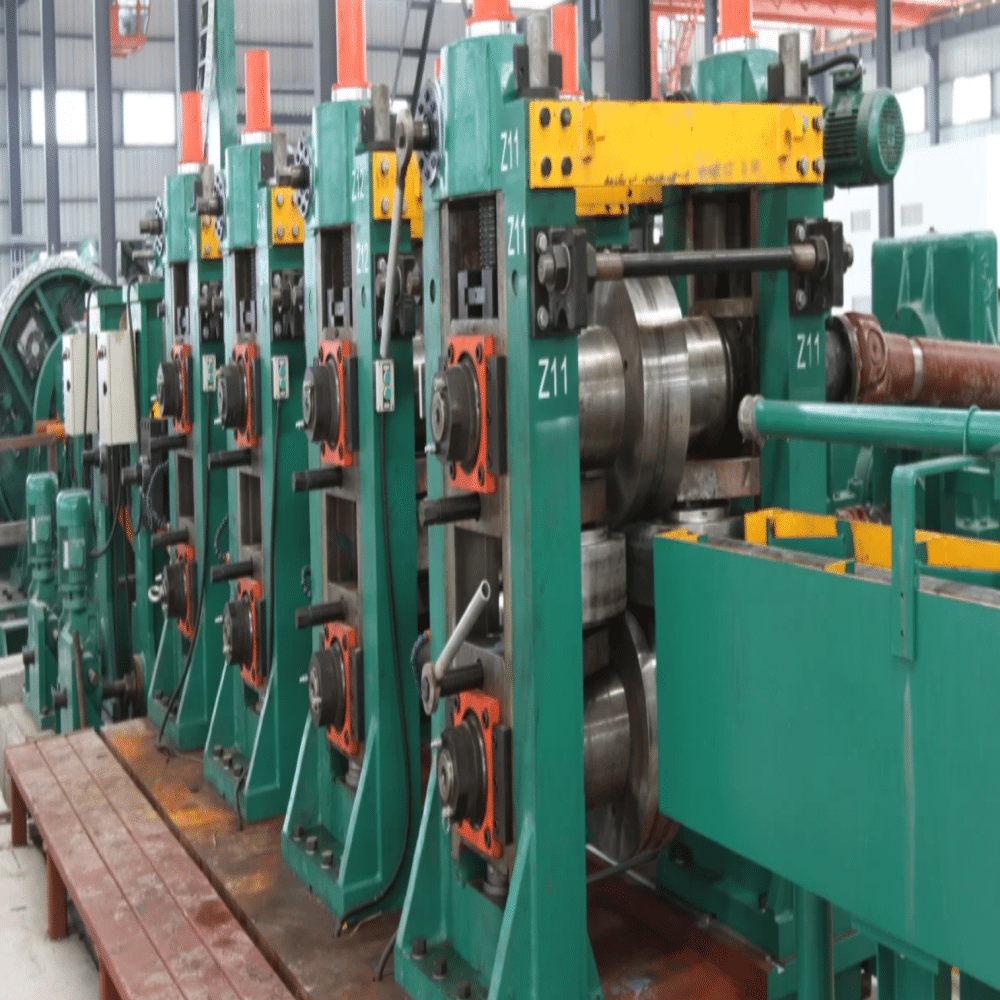
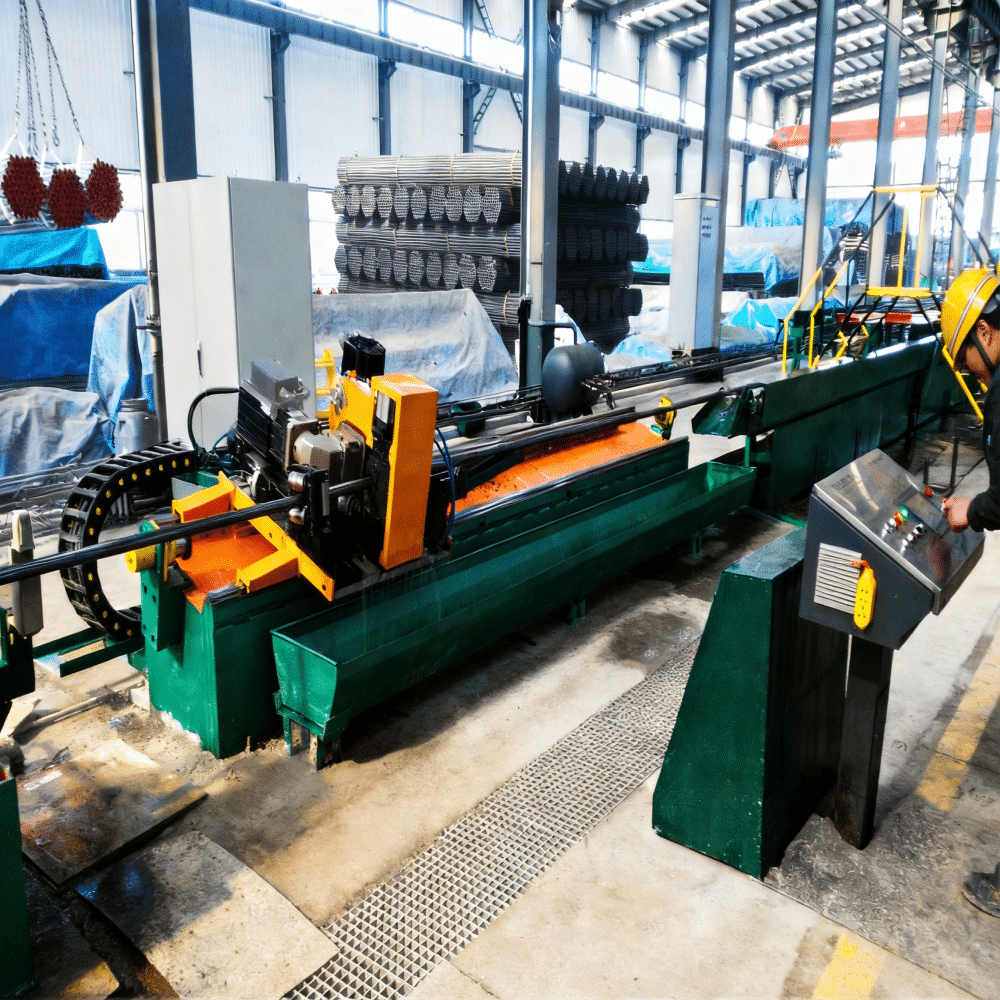
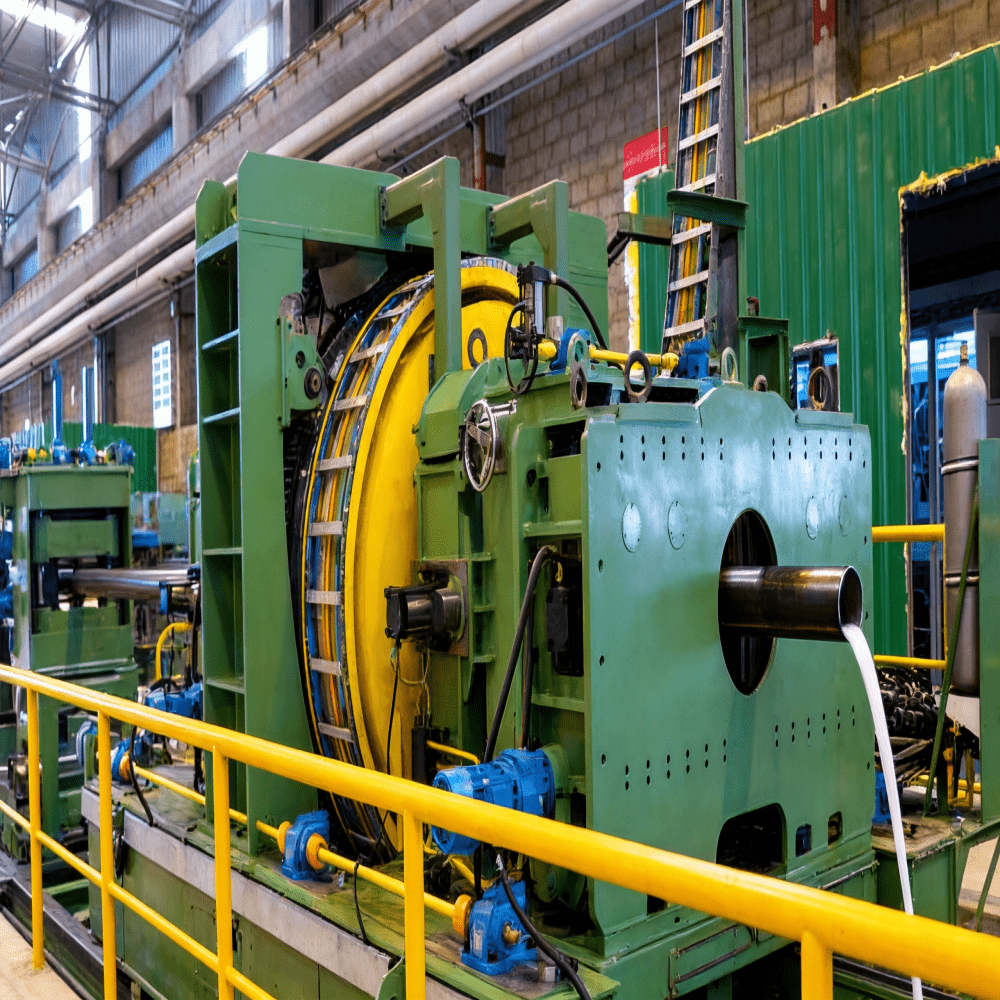
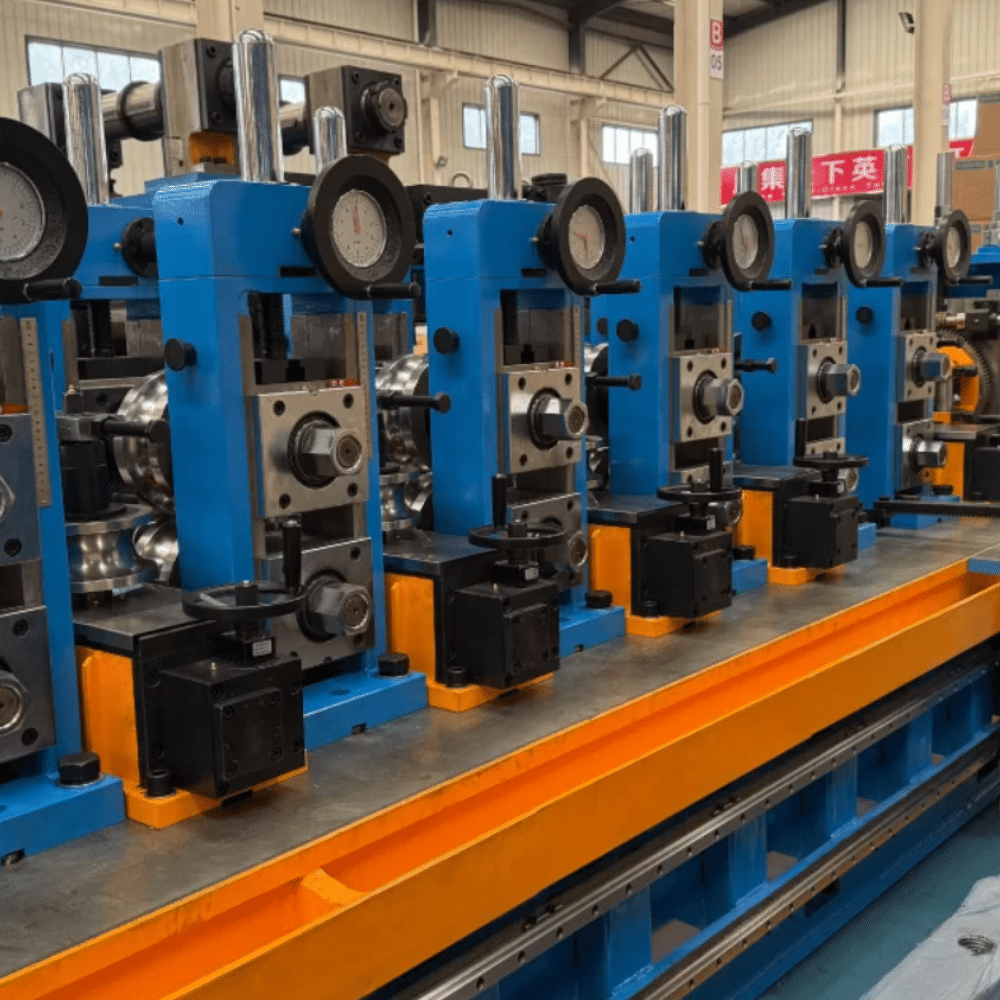
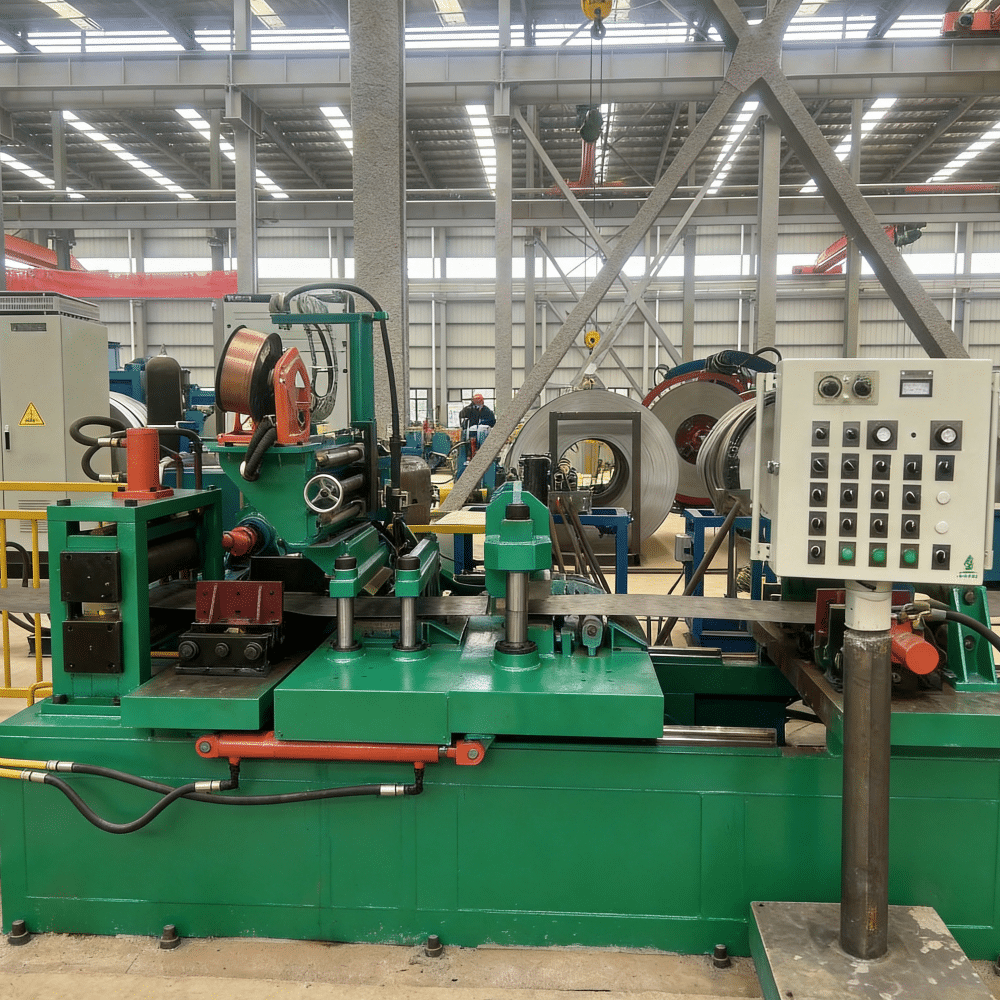
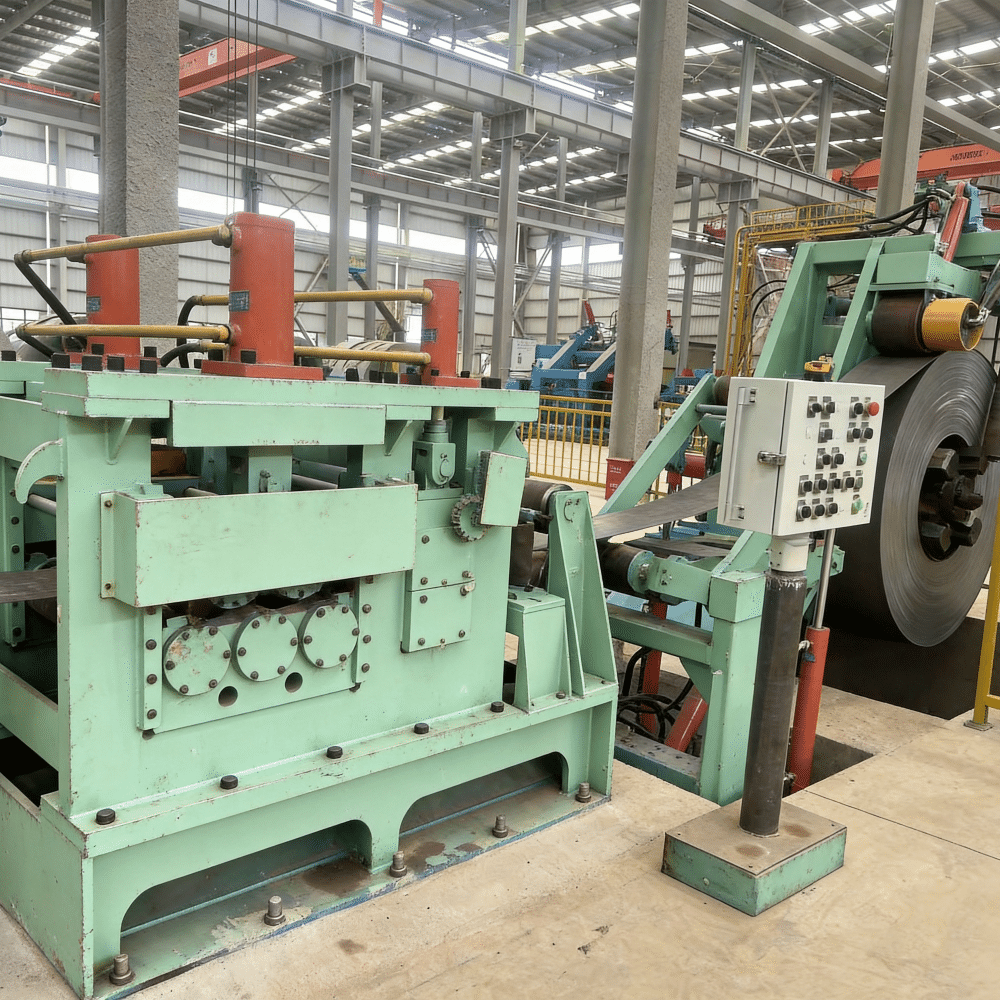
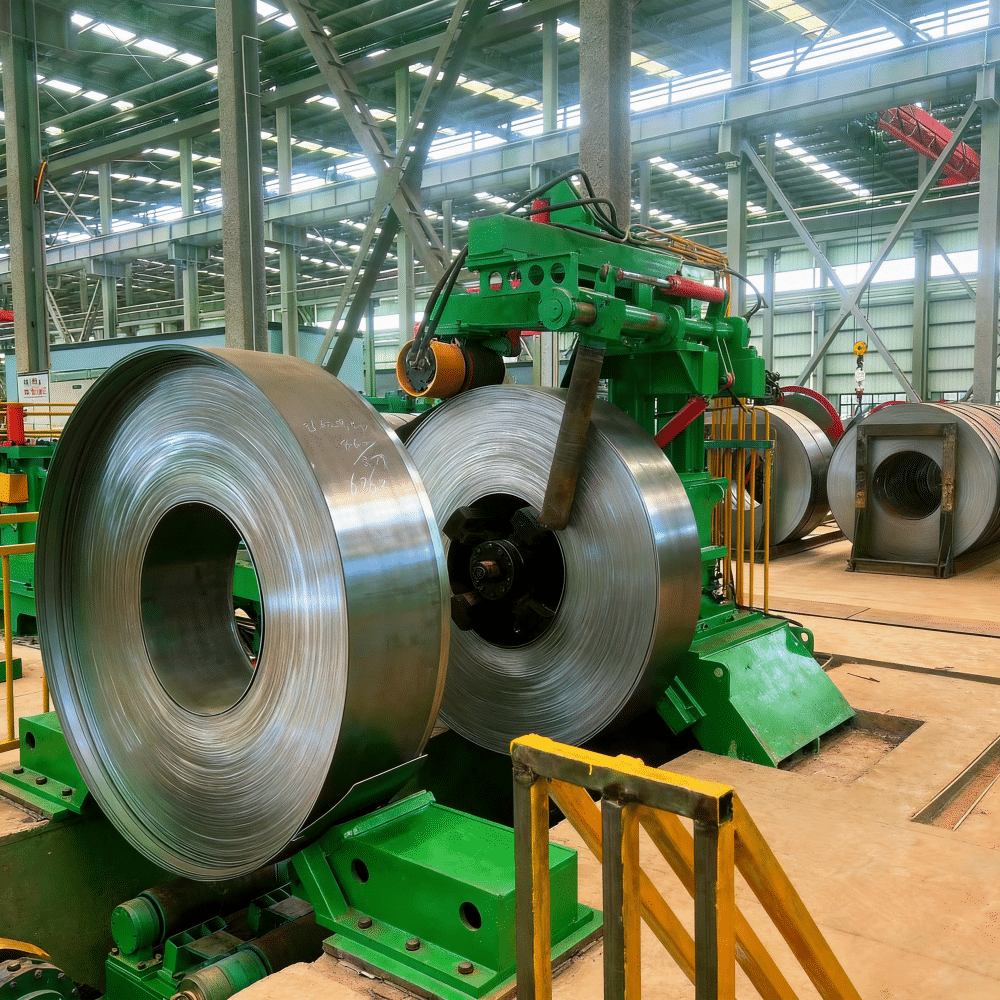
Our Rectangular Coordinate Orbital Milling Cutoff Saw is precision-built to deliver high-speed, continuous cold cutting for metal tubes of diverse diameters. It matches perfectly with orbital milling cutoff units, flying cutoff equipment, ERW pipe mills, and production lines for OCTG casing and tubing.
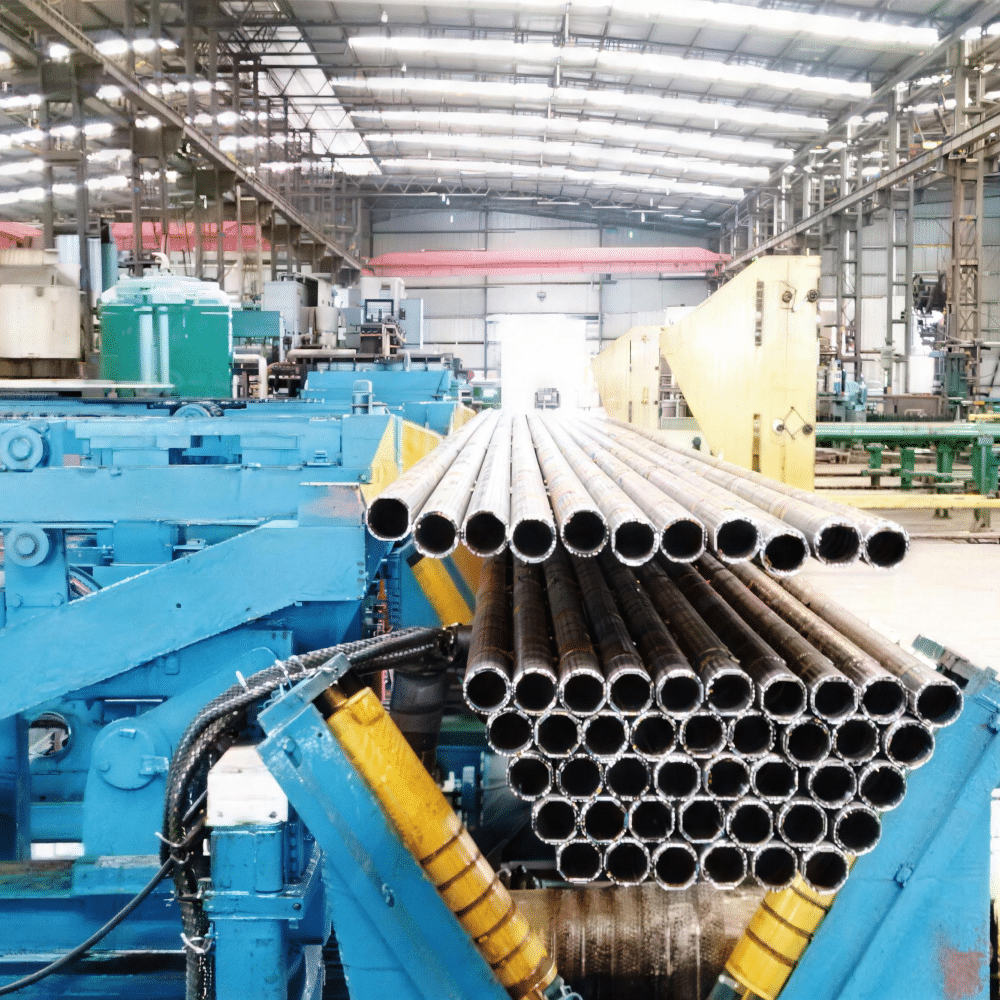
Built around the shear-type cold cutting principle and fitted with a full cooling and lubrication system, this equipment channels all cutting heat into metal swarf, keeping both tube workpieces and saw blades at low temperatures throughout the cutting cycle. It performs high-speed, high-precision pipe end trimming that yields burr-free, distortion-free cut surfaces, greatly improving production efficiency for manufacturers engaged in mass production of small and medium-diameter pipes.
Технические характеристики
| Номер модели. | Диаметр трубы (мм) | Толщина трубы (мм) | Длина отреза (м) | Допуск на разрез | Скорость фрезы (м/мин) | Количество пильных дисков | Материал пильного диска |
| LFJ-GH32 | Φ13–38 ◻10–30 | 0.6-2.3 | 2.0-12.0 | ≤±2 мм | Макс. 150 | 1 | TCT/HSS |
| LFJ-GH50 | Φ20–63,5 ◻15–50 | 0.8-3.0 | 2.0-12.0 | ≤±2 мм | Макс. 130 | 1 | TCT/HSS |
| LFJ-GH76 | Φ32–89 ◻25–70 | 1.2-4.0 | 2.0-12.0 | ≤±2 мм | Макс. 120 | 1 | TCT/HSS |
| LFJ-GH89 | Φ32–108 ◻30–75 | 1.5-4.0 | 2.0-12.0 | ≤±2 мм | Макс. 110 | 1 | TCT/HSS |
| LFJ-GH114 | Φ63–114 ◻50–90 | 1.2-5.0 | 3.0-12.0 | ≤±2 мм | Макс. 85 | 1 | TCT/HSS |
| LXFJ-GH114 | Φ76–127 ◻60–100 | 2.0-5.0 | 4.0-12.0 | ≤±2 мм | Макс. 85 | 2 | TCT/HSS |
| LFJ-GH127 | Φ60–140 ◻50–110 | 1.2-6.0 | 3.0-12.0 | ≤±2 мм | Макс. 70 | 1 | TCT/HSS |
| LXFJ-GH140 | Φ89–140 ◻70–120 | 2.5-6.0 | 4.0-12.0 | ≤±2 мм | Макс. 80 | 2 | TCT/HSS |
| LFJ-GH165 | Φ76–168 ◻60–130 | 2.0-8.0 | 3.0-12.0 | ≤±2 мм | Макс. 65 | 1 | TCT/HSS |
| LXFJ-GH165 | Φ114–165 ◻80–130 | 2.5-8.0 | 4.0-12.0 | ≤±2 мм | Макс. 75 | 2 | TCT/HSS |
| XFJ-GH165 | Φ48–165 ◻50–150 | 4.0-10.0 | 6.0-12.0 | ≤±2 мм | Макс. 40 | 2 | TCT |
| LXFJ-GH219 | Φ114–219 ◻100–150 | 4.0-12.0 | 2.5-8.0 | ≤±2 мм | Макс. 70 | 2 | TCT |
| XFJ-GH219 | Φ114–219 ◻60–200 | 3.5-12.0 | 6.0-18.0 | ≤±2 мм | Макс. 40 | 2 | TCT |
| XFJ-GH273 | Φ165–273 ◻60–220 | 4.0-12.0 | 6.0-18.0 | ≤±2 мм | Макс. 38 | 2 | TCT |
| XFJ-GH325 | Φ165–325 ◻80–250 | 5.0-14.0 | 6.0-18.0 | ≤±2 мм | Макс. 35 | 2 | TCT |
| XFJ-GH406 | Φ219-406 ◻80-300 | 6.0-16.0 | 6.0-24.0 | ≤±2 мм | Макс. 35 | 2 | TCT |
| XFJ-GH508 | Φ219-508 ◻100-400 | 6.0-18.0 | 6.0-24.0 | ≤±2 мм | Макс. 30 | 2 | TCT |
| XFJ-GH630 | Φ219–630 ◻100–500 | 6.0-20.0 | 6.0-24.0 | ≤±2 мм | Макс. 30 | 2 | TCT |
| XFJ-GH660 | Φ325–660 ◻100–500 | 6.0-22.0 | 6.0-24.0 | ≤±2 мм | Макс. 30 | 2 | TCT |
| XFJ-GH711 | Φ325-711 ◻100-600 | 8.0-22.0 | 6.0-24.0 | ≤±2 мм | Макс. 25 | 2 | TCT |
| XFJ-GH762 | Φ325–762 ◻100–600 | 8.0-25.0 | 6.0-24.0 | ≤±2 мм | Макс. 25 | 2 | TCT |
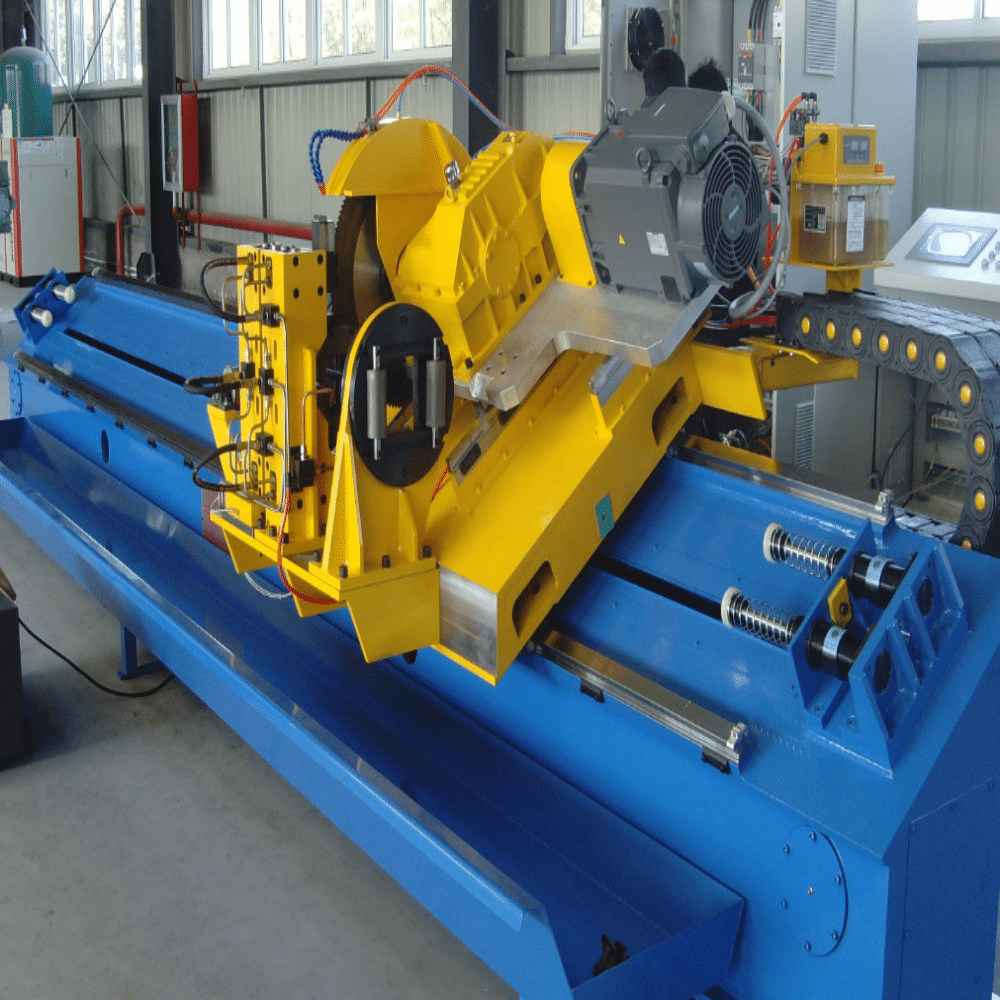
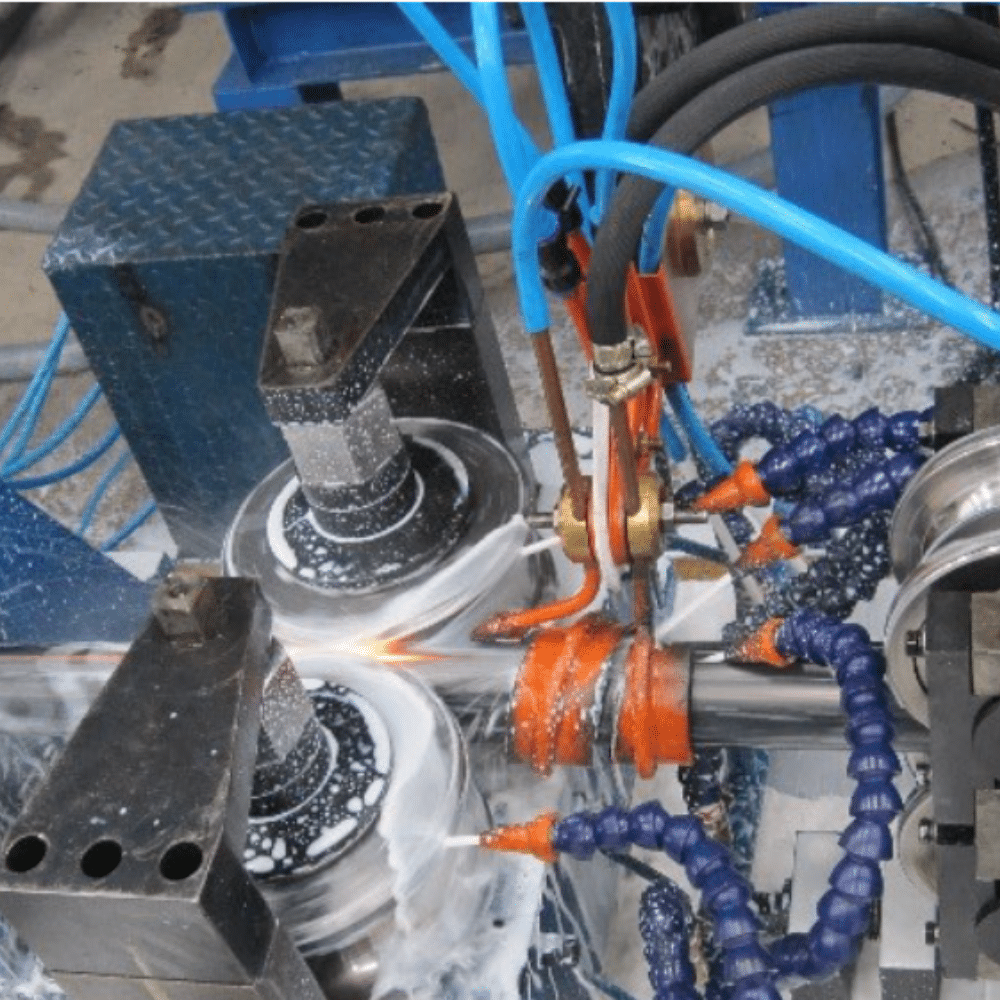
Принцип работы
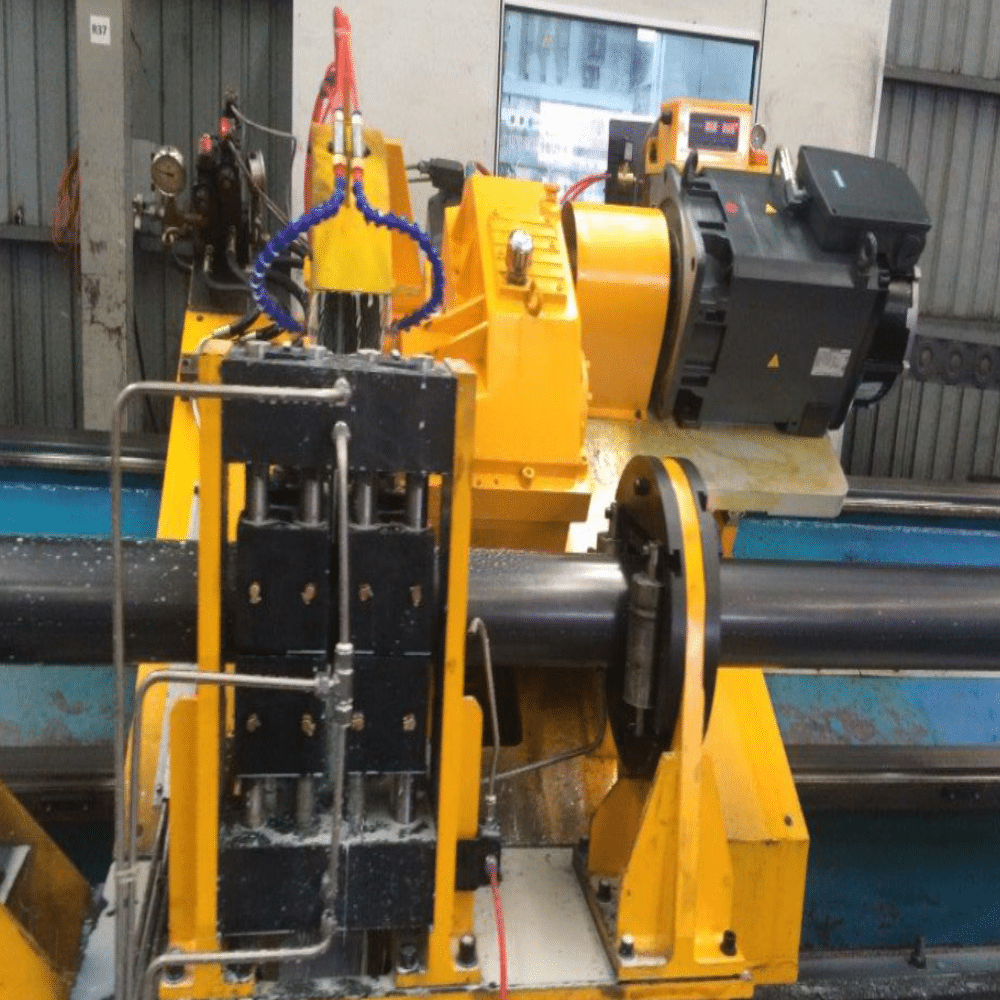
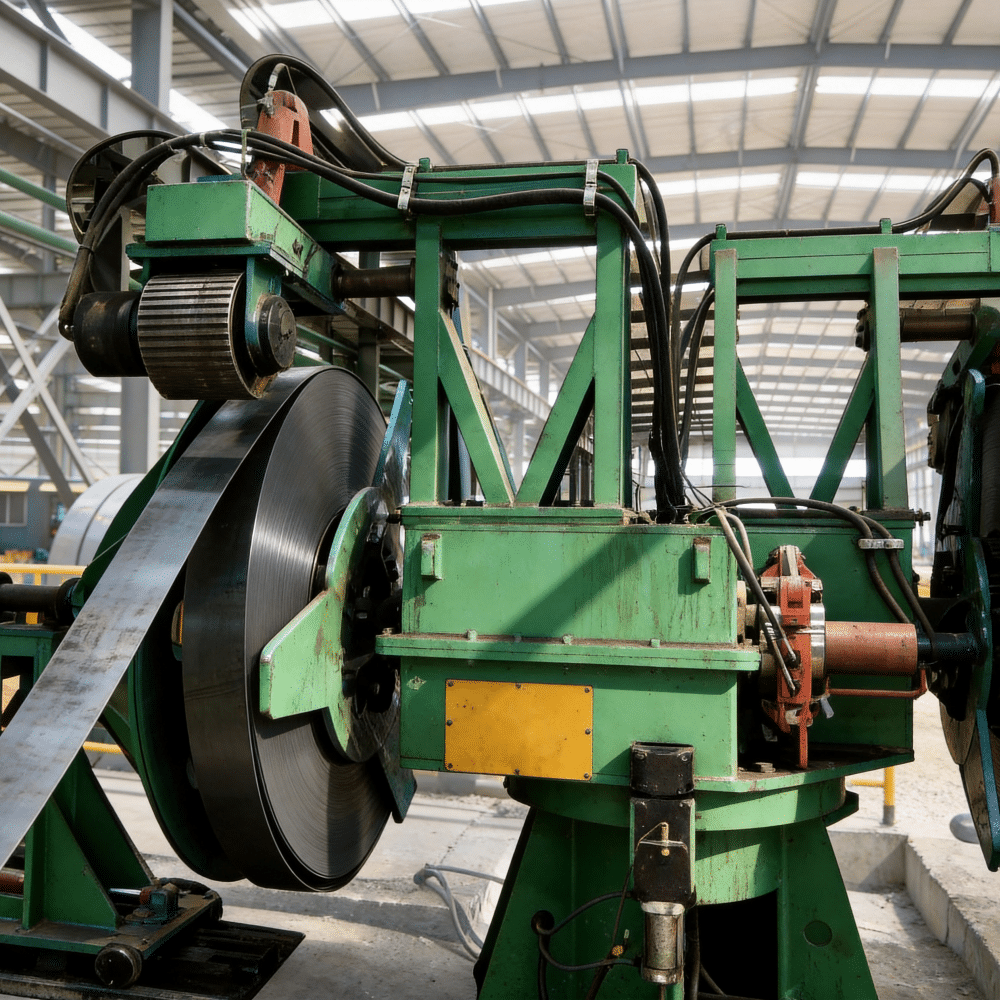
Different from traditional abrasive hot cutting discs that generate massive frictional heat and sparks, this cold saw blade relies on precision-ground hard cutting teeth to shear tube wall mechanically. During high-speed rotation and controlled feeding, cutting coolant continuously washes the cutting zone to dissipate heat instantly. All cutting thermal energy is taken away by swarf, so no heat-affected zone (HAZ), tube oxidation or thermal deformation occurs on pipe ends, realizing true cold cutting forming for tubular workpieces. Optimized tooth gullet design ensures smooth chip evacuation, avoiding tooth clogging during long-time high-speed tube cutting.
Наши преимущества
- High-Speed Cutting Performance for Small & Medium Tubes
- Superior Cut Surface Quality, Minimal Secondary Processing
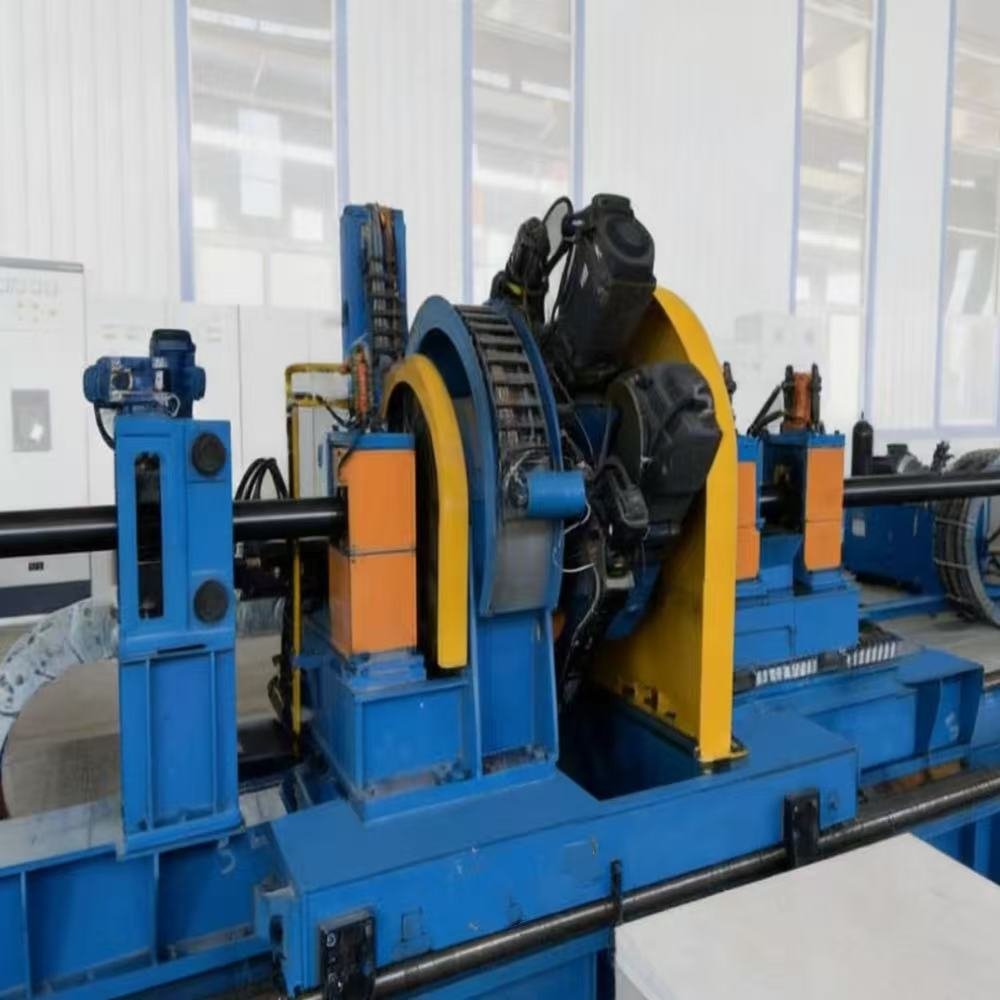
- Long Service Life & Excellent Wear Resistance
- Low Vibration & Stable Continuous Running